| 加工定制 |
是 |
工藝類型 |
沖壓成型模 |
作用對(duì)象 |
金屬 |
| 主要加工設(shè)備 |
車(chē)床�����、龍門(mén)刨床、銑床�����、磨床 |
加工設(shè)備數(shù)量 |
40 |
加工能力 |
500套/月 |
| 適用范圍 |
航天,家電,汽車(chē),五金工具 |
質(zhì)量體系 |
ISO9001 |
模具材質(zhì) |
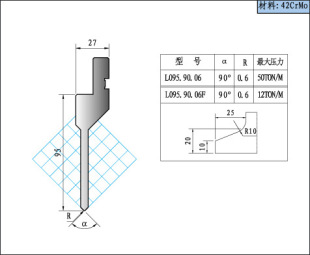
42CrMo |

折彎?rùn)C(jī)模具

折彎?rùn)C(jī)模具
折彎?rùn)C(jī)模具(mújù)�����,英文為press brake tool。是折彎?rùn)C(jī)用來(lái)成型加工板料的工具�����,這種工具有各種零件構(gòu)成,不同的模具由不同的零件構(gòu)成�����。它主要通過(guò)所成型材料物理狀態(tài)的改變來(lái)實(shí)現(xiàn)物品外形的加工�����。用以在折彎?rùn)C(jī)壓力的作用下使坯料成為有特定形狀和尺寸的制件的工具�����。
構(gòu)造

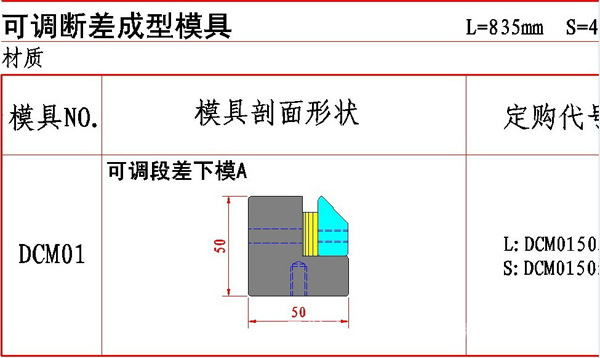
折彎?rùn)C(jī)標(biāo)準(zhǔn)下模
鉅全模具
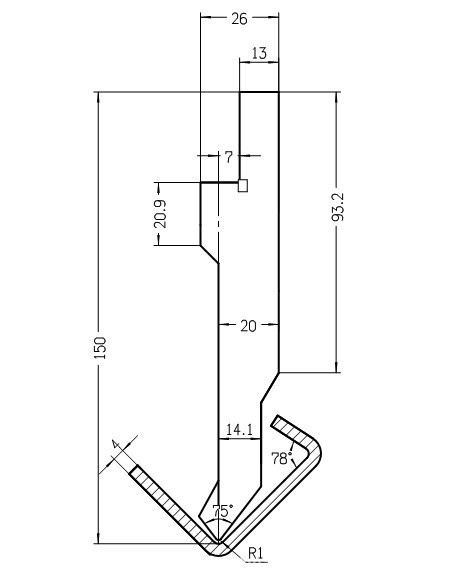
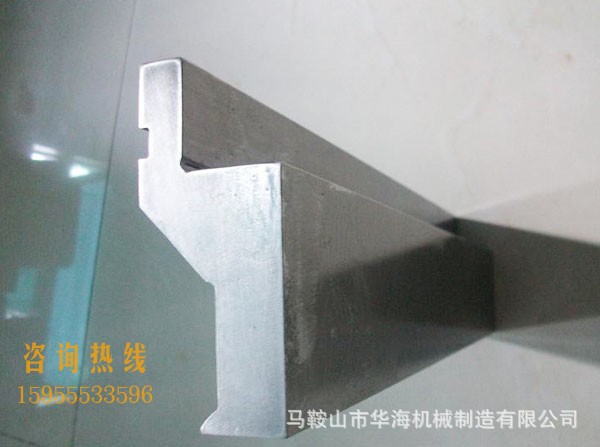
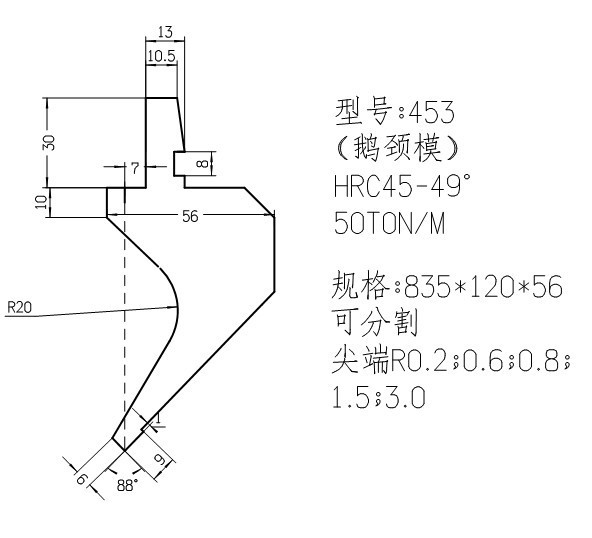
折彎?rùn)C(jī)大彎刀模具
材質(zhì)選用
一般用T8或T10�����、T10A的 �����,再好一些的 42CrMo材質(zhì)的�����,它要求的主要是高強(qiáng)度高韌性和良好的耐磨性能,選用冷作模具鋼.Cr12MoV是很好的材料.使用性能可以滿足,工藝性能也好,價(jià)格會(huì)高點(diǎn).42CrMo是強(qiáng)度較高的合金調(diào)質(zhì)鋼,強(qiáng)度很高,強(qiáng)韌性也好.可在500度以下工作.
折彎?rùn)C(jī)模具的使用規(guī)范
1�����、接通折彎?rùn)C(jī)的電源�����,扭轉(zhuǎn)鑰匙開(kāi)關(guān)�����,按下油泵啟動(dòng)�����,折彎?rùn)C(jī)油泵開(kāi)始轉(zhuǎn)動(dòng)�����,此時(shí)機(jī)器還未開(kāi)始工作�����。
2�����、行程調(diào)節(jié)�����,在正式開(kāi)始用折彎?rùn)C(jī)模具進(jìn)行折彎工作時(shí)需要試車(chē)�����。折彎?rùn)C(jī)上模下行至最底部時(shí)必須保證有一個(gè)板厚的間隙�����。否則會(huì)對(duì)模具和機(jī)器造成損壞。行程的調(diào)節(jié)也是有電動(dòng)快速調(diào)整和手動(dòng)微調(diào)�����。
3�����、折彎?rùn)C(jī)模具槽口選擇�����,一般要選擇板厚的8倍寬度的槽口�����。如折彎4mm的板料�����,需選擇32左右的槽口�����。
4�����、檢查折彎?rùn)C(jī)上下模的重合度和堅(jiān)固性;檢查各定位裝置是否符合被加工的要求�����。經(jīng)常檢查上�����、下模具的重合度�����;壓力表的指示是否符合規(guī)定�����。
5�����、板料折彎時(shí)必須壓實(shí)�����,防止板料在折彎時(shí)翹起傷害操作人員�����。
6�����、調(diào)板料壓模時(shí)必須切斷電源�����,停止運(yùn)轉(zhuǎn)后進(jìn)行�����。
7�����、在改變可變折彎?rùn)C(jī)下模的開(kāi)口時(shí)�����,不允許有任何料與下模接觸�����。
8、禁止使用折彎?rùn)C(jī)模具折超厚的鐵板或淬過(guò)火的鋼板�����、高級(jí)合金鋼�����、方鋼和超過(guò)板料折彎?rùn)C(jī)性能的板料�����,以免損壞機(jī)床�����。
9�����、關(guān)閉折彎?rùn)C(jī)�����,要在兩側(cè)油缸下方的下模上放置木塊將上滑板下降到木塊上�����。先退出控制系統(tǒng)程序�����,后切斷電源�����。[1] 安裝調(diào)整
在安裝折彎?rùn)C(jī)模具的時(shí)候�����,一定要檢查好設(shè)備的狀態(tài)�����,然后按照步驟來(lái)安裝并且進(jìn)行調(diào)試�����,調(diào)試時(shí)注意人身安全。機(jī)器的調(diào)整
在安裝折彎?rùn)C(jī)模具的時(shí)候�����,首先要了解下機(jī)器性能�����,打開(kāi)折彎?rùn)C(jī)�����,耐心的調(diào)整和檢查�����,看看機(jī)器可有之前使用過(guò)的灰塵�����,以及鐵碎屑等�����。防止對(duì)后期使用造成不必要的麻煩�����。
滑塊行程調(diào)整
先檢查折彎?rùn)C(jī)模具厚度與上下模塊的比例是否正常�����,一般的滑塊需要控制在行程線路的開(kāi)關(guān)點(diǎn)上�����,這個(gè)是必須要注意的�����,否則會(huì)導(dǎo)致模具不能正常使用�����,但是有些人還是經(jīng)常犯這樣的錯(cuò)誤�����。
行程模塊調(diào)整
調(diào)整完滑塊行程標(biāo)準(zhǔn)以后�����,接下來(lái)就是模塊的上限點(diǎn)調(diào)整了,一般的情況來(lái)說(shuō)模塊上至到最高處�����,是要把模塊的和開(kāi)關(guān)設(shè)置好�����。這樣可以要流出模塊的停留的位置�����,通過(guò)上述一些操作�����,那么就可以大大增加生產(chǎn)效率�����。在此過(guò)程中�����,還需要對(duì)模塊進(jìn)行減慢處理�����。因?yàn)槟K在下行到下死點(diǎn)的時(shí)候�����,必須要減速模塊�����,這樣保護(hù)了機(jī)器和模具�����。
�����。
空隙的調(diào)整
最后就是折彎?rùn)C(jī)模具之間的空隙的調(diào)整了�����,先測(cè)量上模塊和下模塊間隙�����,合理的間隙需要根據(jù)所折的板材而定。
角度調(diào)整
調(diào)整折彎角度也是最重要的環(huán)節(jié)�����,角度選定肯定是和產(chǎn)品要求有關(guān)�����,一般來(lái)說(shuō)折90°模具�����,那么角度必須設(shè)置中間角度必須大于兩邊的角度�����,有時(shí)候可能會(huì)緊點(diǎn)�����,可以通過(guò)調(diào)整機(jī)器上螺絲進(jìn)行處理�����。調(diào)整后�����,如在該產(chǎn)品不改變需求的情況下不要再去進(jìn)行修改�����。然后在折彎的時(shí)候�����,通過(guò)壓力表�����,計(jì)算下準(zhǔn)確的壓力數(shù)字�����,進(jìn)行壓力調(diào)整�����。以免造成模具崩刃�����。






產(chǎn)品(樣品)參數(shù)
請(qǐng)描述產(chǎn)品參數(shù)及性能,如規(guī)格�����、型號(hào)�����、產(chǎn)地等�����。
常規(guī)規(guī)格如下:
常用折彎?rùn)C(jī)型號(hào) | 上模具外型尺寸(mm) | 下模具外型尺寸(mm) |
40T/2000 | 2000×70×18 | 2000×55×55 |
40T/2000 | 2000×80×18 | 2000×75×75 |
40T/2000 | 2000×90×30 | 2000×55×55 |
40T/2000 | 2000×150×26 | 2000×55×50 |
63T/2500 | 2000×85×28 | 2500×70×70 |
63T/2500 | 2500×150×25 | 2500×65×65 |
63T/2500 | 2500×85×28 | 2500×55×55 |
63T/2500 | 2500×100×20.5 | 2500×70×70 |
80T/3200 | 3200×80×18 | 3200×95×95 |
100T/3200 | 3200×150×26 | 3200×95×95 |
100T/3200 | 3250×86×28 | 3250×75×75 |
100T/3200 | 3200×72×30 | 3200×100×100 |
100T/3200 | 3250×80×25 | 3250×95×95 |
100T/3200 | 3200×85×25 | 3200×75×75 |
100T/3200 | 3200×80×25 | 3200×95×95 |
160T/3200 | 3200×90×56 | 3200×110×110 |
160T/3200 | 4000×80×25 | 4000×110×110 |
160T/3200 | 4000×90×30 | 4000×110×110 |
160T/3200 | 4000×134×34 | |
請(qǐng)描述購(gòu)買(mǎi)的注意事項(xiàng)�����,如價(jià)格�����、質(zhì)保�����、退貨�����、物流等信息�����。

華海模具生產(chǎn)工藝流程

1�����、 下料----根據(jù)客戶要求選擇材料�����。
2�����、 鍛打----鍛打主要是提高材質(zhì)的密度�����。
3�����、 退火----使溫度下降,以便加工�����。
4�����、 精加工----主要是把材料加工成型�����。
5�����、 檢驗(yàn)----檢驗(yàn)產(chǎn)品是否與圖紙樣品一致�����。
6�����、 淬火----提高成型產(chǎn)品與材質(zhì)相應(yīng)的硬度。
7�����、 退火----為了增加產(chǎn)品耐磨性�����,必須長(zhǎng)時(shí)間進(jìn)行退火保溫�����。
8�����、 調(diào)質(zhì)----主要是調(diào)質(zhì)產(chǎn)品的平行度�����,以便加工�����。
9�����、 粗磨----把產(chǎn)品的各個(gè)表面粗磨成型�����。
10�����、精磨----超精磨�����,平面磨�����,提高產(chǎn)品的精確度�����,平行度�����。
11、檢驗(yàn)----讓不合格的產(chǎn)品拒絕流入市場(chǎng)�����。
12�����、包裝----根據(jù)不同的產(chǎn)品進(jìn)行不同的包裝

馬 鞍 山 市 華 海 機(jī) 械 制 造 有 限 公 司
Ma an shan shi Hua hai Machinery Manufacturing co., LTD
400銷(xiāo)售熱線:400-6166-337
網(wǎng) 址 : www.ahgxjx.com 【官網(wǎng)】
網(wǎng) 址 : http://ahgxjx.cn.alibaba.com【阿里官網(wǎng)】
手 機(jī)?����。?15955533596
電 話?����。? 0555-6765096
傳 真?����。? 0555-6765097
Q Q : 1628123568 �����、582212501
郵 箱 : 15955533596@163.com
華海機(jī)械訂購(gòu)流程

華海機(jī)械售后服務(wù)
1�����、買(mǎi)家收到貨物時(shí)�����,送貨員在場(chǎng)時(shí)�����,請(qǐng)查看包裹內(nèi)刀片是否完好�����,再簽字�����,若簽完字�����,既表示刀片完好�����,若發(fā)現(xiàn)包裹內(nèi)刀片有損壞,請(qǐng)及時(shí)向送貨員反應(yīng)�����,驗(yàn)收之后發(fā)生問(wèn)題�����,本公司概不負(fù)責(zé)�����;謝謝配合�����。
2�����、華海機(jī)械7*24小時(shí)咨詢熱線:15955533596�����。針對(duì)您所需刃模產(chǎn)品的材質(zhì)�����、技術(shù)要求�����、正確安裝�����、合理使用�����、修磨等相關(guān)問(wèn)題�����,提供力所能及的建議�����,助您有效提高刀片模具的使用壽命�����。熱烈歡迎新老客戶來(lái)電咨詢,相信您會(huì)有意想不到的收獲�����!

華海制造 品質(zhì)可靠
請(qǐng)插入公司相關(guān)的資質(zhì)證書(shū)�����,如ISO證書(shū)�����、協(xié)會(huì)榮譽(yù)證書(shū)等�����。