一、 熱瓶內(nèi)部的冷卻
在成模中正吹氣(Final Blow ),一般我們從正吹氣開始到結束均使用單一的氣壓。而在正吹氣后一段時間里,如氣壓過低則會造成熱瓶內(nèi)部排熱效果不良,造成熱玻璃瓶過軟從而產(chǎn)生各類缺陷以及影響到機速不能提高。眾所周知當初模料胚吹漲后,此時玻璃液已經(jīng)緊貼成模模壁,此時玻璃外表面已迅速冷卻下來,而熱瓶的內(nèi)部卻得不到充分的冷卻,熱瓶內(nèi)部高溫不減。形成了外冷內(nèi)熱的所謂“外焦里嫩”現(xiàn)象。此時我們應該迅速加大正吹氣壓力,它一可使玻璃的熱量繼續(xù)傳遞到成模上,二可將熱玻璃瓶內(nèi)部進行冷卻(Internal Cooling)通過吹氣頭將熱瓶內(nèi)的熱量大量排出瓶外,這樣內(nèi)外結合可加速玻璃瓶的冷卻定型。見圖一。
根據(jù)原Emhart公司調(diào)查研究成模處散熱情況為:成模散熱占42%(Transferred to mold),瓶底散熱占16%(Bottom Plate),正吹氣散熱占22%(During Final Blow),對流散熱占13%(convective),正吹氣內(nèi)部冷卻散熱占7%(Internal Cooling)。根據(jù)有關資料報道,在吹&吹法中的初模料胚,其內(nèi)部的溫度與料滴溫度相似基本沒有降低,一般高達1000℃以上,所以必須要大力降低其初胚內(nèi)表面的溫度。從以上數(shù)據(jù)可看出小小正吹氣內(nèi)部冷卻散熱占7%,從中可看出正吹氣散熱的重要性。而且此熱瓶內(nèi)部冷卻是其他措施不能替代的。
要重視此正吹氣熱排氣,我們行話稱為制瓶過程中的“冷卻過程”(Cooling Process)。此過程特別對于厚底瓶與葡萄酒瓶,其作用更不可小視。吹氣頭在此起到如此重要的作用。所以建議吹氣頭在修復后最好能用專用設備測試一下,檢查一下各吹進氣與排氣通路是否暢通以保證其熱瓶內(nèi)部冷卻效果達到最大值。
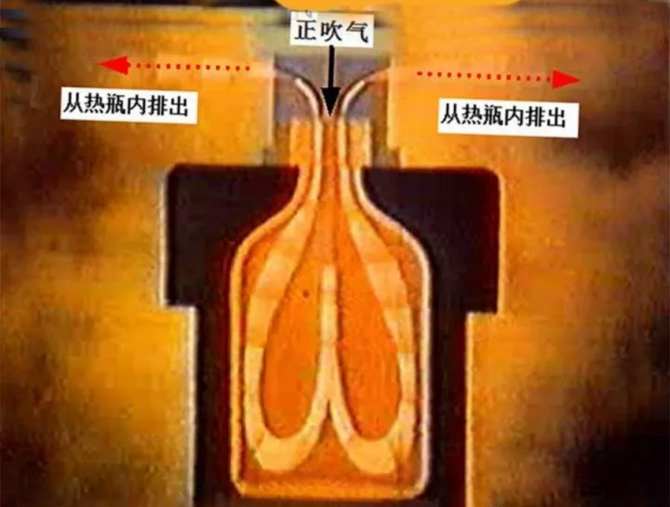
圖一 熱瓶內(nèi)部的冷卻
二 停置冷卻板
熱瓶鉗出后,此時熱瓶尚未完全定型,由于瓶底的厚度一般是瓶壁的二倍之多所以熱量大,它往往會自重下垂。因此熱瓶鉗到冷卻停滯板上后,停滯板冷卻風要迅速向上吹風對其冷卻。在停滯板裝有高、低冷卻風的裝置(High/Low Cooling Air)。具體吹風冷卻過程應是:熱瓶在剛鉗至停滯板時,熱瓶尚未放下,此時應該大風量對瓶底猛吹,進行冷卻定型(見圖二左),而當熱瓶放至停滯板上,該冷卻風改為小風量對瓶底與瓶跟進行冷卻(見圖二右)。冷卻風的風量高與低是受制瓶機電腦配時所控制。
停置冷卻板其高壓大風量時可充分冷卻熱瓶,低壓小風量時節(jié)約冷卻風以供其他制瓶機組的使用。做到了冷卻風合理均衡使用,并可節(jié)約能源提高產(chǎn)品質量。
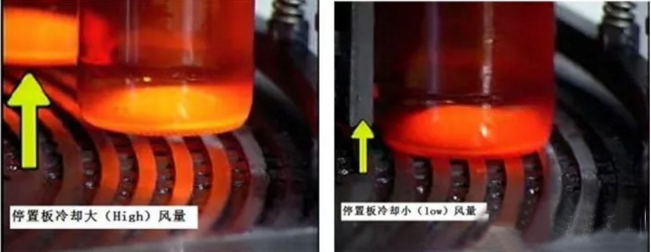
圖二 停置冷卻板高低風示意圖
高/低壓冷卻風具體工作原理請見圖三。(此圖摘原Emhart公司產(chǎn)品說明書)圖中的停置冷卻板已經(jīng)拆下,其下面是一冷卻風的風箱里面有一可伸縮的閥門,當無信號時此閥關閉,但是它有一間隙可以吹出低壓冷卻風,而且此間隙可以手動調(diào)節(jié)其間隙的大小,而當有信號時,閥門伸出使得原來的間隙增大,大量的冷卻風通過此間隙進入風箱。從而可完成停置冷卻板上的高/低(High/Low)壓冷卻風的轉換。
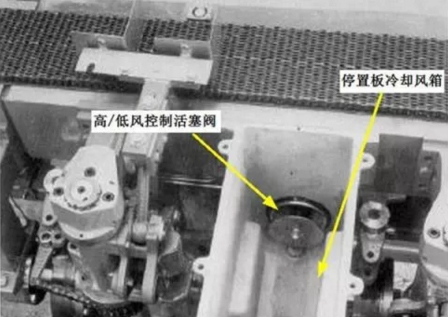
圖三 冷卻高/低(High/Low)風的工作原理
如果使用得當在高機速多滴料的實際生產(chǎn)中,我們可以取得良好的效果。從圖四我們可以看到三滴料的大口瓶從鉗瓶出后(圖四左)到撥瓶撥出(圖四右)其熱瓶 溫度降低不少,熱瓶撥出時它基本已定型。

圖四 停置板瓶底冷卻效果圖
三 導向氣 I 冷卻
導向氣 I 冷卻路管安裝在停滯冷卻板的外側,使用的是壓縮空氣,見圖五。
其作用:A,繼續(xù)對瓶底與瓶跟部冷卻;B,吹動熱瓶使得熱瓶徐徐移動,在撥腳固定位置處就位,使得撥瓶有一個固定的起始點,以保證網(wǎng)帶上的瓶距統(tǒng)一。導向氣I它采用壓縮空氣,壓縮空氣要根據(jù)玻璃瓶的形狀大小與機速,慢慢地調(diào)節(jié)其壓縮空氣量,使得玻璃瓶在停置板上慢慢地徐徐地移動最后移到撥腳起始點處,然后撥腳開始撥瓶到輸瓶網(wǎng)帶上。每組均應細致地調(diào)節(jié)此壓縮空氣的壓力,這樣才能保證網(wǎng)帶上的熱瓶瓶距。這點對于高機速多滴料(三滴料或四滴料)特別重要。此處要裝有一壓力表,記錄好其壓力值以利于下次換產(chǎn)時參考。

圖五 導向氣 I,II
四 導向氣 II 冷卻
導向氣II它是也是采用壓縮空氣冷卻的,見圖五。
它的壓縮空氣的大小也要根據(jù)玻璃瓶的形狀大小與機速,調(diào)節(jié)其壓縮空氣使得玻璃瓶在輸瓶網(wǎng)帶上不能有絲毫的移動,僅僅是冷卻熱瓶跟部。導向氣 II 冷卻一般使用在高機速的工況下。此處也要裝有一壓力表,記錄好其壓力值以利于下次換產(chǎn)時參考。
五 制瓶機網(wǎng)帶冷卻
熱瓶被撥至制瓶機輸瓶網(wǎng)帶上,此網(wǎng)帶框架通冷卻風冷卻風通過網(wǎng)帶向上吹風,繼續(xù)對熱瓶瓶底進行冷卻,由于此網(wǎng)帶較長,因此熱瓶冷卻時間也較長熱瓶冷卻效果也好。但實際工作中我們常發(fā)現(xiàn)網(wǎng)帶堵塞較為嚴重。這是由于:A.冷卻風里含里有雜物灰塵與油泥等,時間長久就會堵塞網(wǎng)帶的內(nèi)表面,B.網(wǎng)帶的正面由于潤滑油污染、碎玻璃渣屑和涂模具時煙霧粘附在網(wǎng)帶造成網(wǎng)帶正面堵塞。因此其冷卻效果大大降低。我們常忽視此點。本人偶見有報道清洗網(wǎng)帶的照片見圖六。
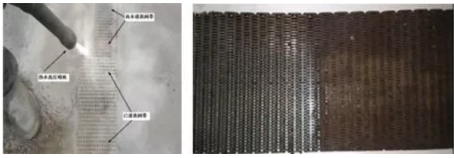
圖六 定期清洗輸瓶網(wǎng)帶
圖六左是用專用清洗機器高壓熱水(蒸汽)噴槍在清洗中,圖六中是清洗后的效果對比,圖六右是在生產(chǎn)過程中也可進行清洗。有志者可一試。
六 熱瓶冷卻如效果不佳,它會產(chǎn)生一系列的玻璃瓶缺陷
其中最典型有:
A.凸底(Dropped Base)瓶底中心向下凸起,它放在水平面上有搖動的現(xiàn)象,它高于瓶底的四周。
引起原因:主要是停置板冷卻不夠,造成瓶底下垂。
B.瓶底不平(RockyBase)瓶身與瓶底變形,瓶子在水平面上不能夠站直站穩(wěn)。
引起原因:主要是正吹氣熱瓶內(nèi)部進行冷卻(Internal Cooling)以及停置板冷卻量不夠,造成熱瓶過軟,以至玻璃瓶變形。
此外熱瓶冷卻還有瓶口冷卻或是自行安裝的各種冷卻風管等,由于不太常用故不作介紹。












