料滴重量的穩(wěn)定在玻璃瓶罐生產(chǎn)中的重要性不言而喻,它是生產(chǎn)出合格產(chǎn)品的最基本要求。實際生產(chǎn)過程中影響料滴重量的因素有很多,它們的表象或許不同,但歸根結(jié)底無外乎三個最關(guān)鍵的因素:料液面高度、玻璃液溫度和耐火材料變化。
為了保證料滴重量的穩(wěn)定,前些年玻璃瓶罐生產(chǎn)廠家一般都設(shè)有專職的供料人員,隨著窯爐和成型設(shè)備工藝技術(shù)的不斷進步,控制料滴重量已逐漸列入成型設(shè)備現(xiàn)場操作人員的工作范疇內(nèi)。隨著客戶及生產(chǎn)廠家自身對玻璃瓶罐的產(chǎn)品質(zhì)量要求越來越高,行列機生產(chǎn)對料滴穩(wěn)定性的要求也越來越嚴格,前后剪料滴重量的波動和同一剪的兩滴(或多滴)料之間的重量偏差越小越好。在單純依靠人工來控制料重的情況下,只能通過增加現(xiàn)場操作人員的稱量、調(diào)整頻率來力爭達到料重穩(wěn)定的目的,然而這不但大大增加了現(xiàn)場操作人員的工作量,而且實際效果往往并不盡如人意。單純依靠人工來控制料重的方式已經(jīng)越來越不能滿足行列機高速生產(chǎn)的需求,特別是啤酒瓶抗沖擊指標(biāo)修訂后,行列機采用小口壓吹的生產(chǎn)工藝必將迅猛發(fā)展。這種生產(chǎn)工藝對料重的要求甚為苛刻,毫不夸張的說,是否能夠提供重量穩(wěn)定的料滴是小口壓吹成功與否的先決條件,這也使得料滴重量自動控制系統(tǒng)成為高速生產(chǎn)行列機配置的必選項。
筆者有幸與一些國內(nèi)外先進設(shè)備的供應(yīng)商進行了多次技術(shù)交流,并在實際生產(chǎn)過程中接觸了部分料重自動控制系統(tǒng),現(xiàn)將一部分體會與大家分享。“料滴重量自動控制”的基本工作原理是:軟件內(nèi)設(shè)定好當(dāng)前產(chǎn)品的目標(biāo)重量值,采用一定的方式實時采集每個料滴/產(chǎn)品的數(shù)據(jù),結(jié)合人工定期稱量的結(jié)果,軟件通過計算后自動發(fā)出相關(guān)指令,指揮勻料筒或(和)供料機沖頭電機產(chǎn)生相應(yīng)的調(diào)整動作,使料滴實際重量與設(shè)定的目標(biāo)值不斷趨于一致(見圖1)。
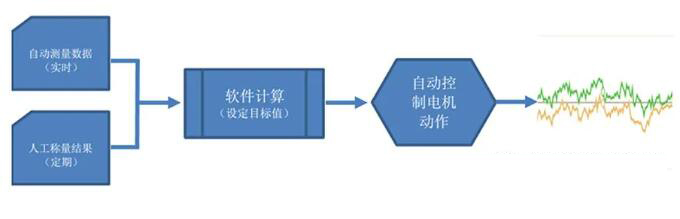
圖1
筆者將幾種主流的料重控制系統(tǒng)根據(jù)采集數(shù)據(jù)源方式的不同分為以下三類:
一、沖壓機構(gòu)傳感器,如PPC、DFS、HPC等
采用在沖壓機構(gòu)安裝傳感器這種方式的主要是行列機制造商,比如Emhart公司、Bottero公司及HEYE公司等。雖然各家公司的技術(shù)細節(jié)有差異,其名稱也不盡相同,比如Emhart公司稱之為Plunger Process Control(簡稱PPC),Bottero公司稱之為Dynamic Forming System(簡稱DFS),HEYE公司稱之為Heye Process Control(簡稱HPC),但工作原理都基本一致。下面就Emhart公司的PPC系統(tǒng)為例進行簡要說明。
傳感器安裝于沖壓機構(gòu)底部,用以感應(yīng)沖頭進入初模模腔的深度,如圖2所示:

圖2
傳感器部件及轉(zhuǎn)接板的實物外觀,如圖3所示:
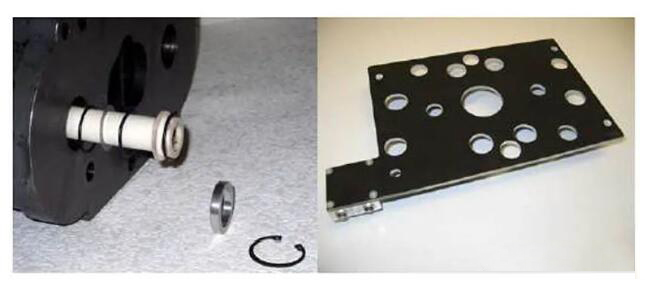
圖3
無論是Emhart公司,還是Bottero公司、HEYE公司,在沖壓機構(gòu)上安裝感應(yīng)器都是采用小口壓吹生產(chǎn)工藝的行列機的標(biāo)準配置。必須要說明的是:控制料重只是該配置的其中一個功能,另外還有一個重要功能是“監(jiān)控沖壓過程”,該功能不在本文討論范圍內(nèi),故不再贅述。
料重自動控制的過程是:品種更換時,首先由人工將料滴調(diào)整至目標(biāo)重量,并在軟件內(nèi)輸入該目標(biāo)重量值,開啟自動控制功能。每一個沖壓機構(gòu)內(nèi)的傳感器將感應(yīng)信息傳送至主站,由行列機操作人員定時在電子稱上稱量實際生產(chǎn)產(chǎn)品的重量,稱量結(jié)果自動進入主站。由主站進行計算分析后發(fā)出指令,直接控制勻料筒升降或?qū)⒅噶顐鬏斀o供料機沖頭電機對相關(guān)供料機沖頭的高度進行單獨調(diào)節(jié),如圖4所示:
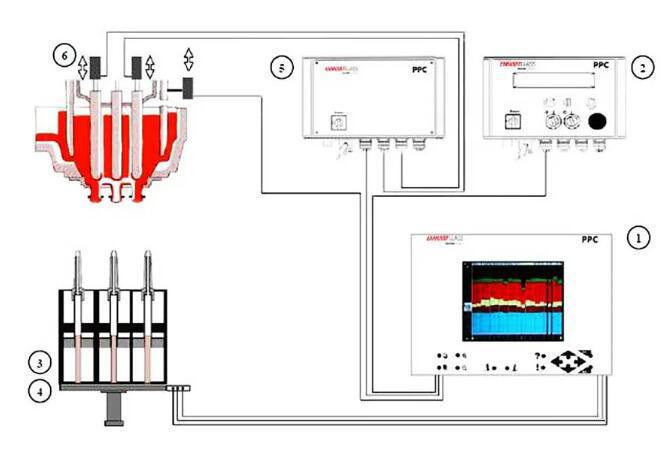
圖4
1-主站:是系統(tǒng)控制和可視化的中心
2-控制箱:為主站提供能量,形成控制回路,并將電子秤的稱重信息傳遞給主站
3-全沖程傳感器:信號源安裝在Emhart快換沖頭機構(gòu)里面
4-轉(zhuǎn)接板:安裝在沖頭機構(gòu)的底板上,傳輸無線傳感器信號
5-電機控制:供料機沖頭和勻料筒的高度控制無需進入行列機操作系統(tǒng),直接由主站控制
6-萬能調(diào)整驅(qū)動:對供料機的勻料筒和供料機沖頭高度進行調(diào)整
這種在沖壓機構(gòu)安裝傳感器的方式除了可以控制料重外,還可以發(fā)現(xiàn)沖壓過程中的其它問題,及時剔除不合格產(chǎn)品,其優(yōu)點是明顯的,也得到了世界上一些大的瓶罐使用公司(如百威公司)的認可。但它也不是完美的,比如它不能用于吹吹法生產(chǎn),它的初始投資成本和運維成本都相對較高,也正是因為這些不足,才使其它的料重自動控制系統(tǒng)在市場上也有一席之地。
二、紅外熱成像的IGC系統(tǒng)
荷蘭Xpar公司的料重自動控制系統(tǒng)是Individual gob weight control(簡稱IGC系統(tǒng)),它的測量數(shù)據(jù)來源于該公司的IR-D系統(tǒng),即IGC必須與IR-D系統(tǒng)一起配套使用。IRD系統(tǒng)是在機前輸瓶機的剔瓶功位前安裝兩臺熱成像儀,進行實時檢測,并形成每一個產(chǎn)品的熱像圖(圖5)。

圖5
根據(jù)這些圖片,可直觀監(jiān)測產(chǎn)品的玻璃分布、垂直度、形狀、直徑等情況,將部分有缺陷的產(chǎn)品直接在機前輸瓶機上剔除,避免這些缺陷產(chǎn)品進入冷端。如下列三組圖片(圖6)分別展示了對“Bird swing”、“Thin bottom”和“Choked neck”的檢測情況。
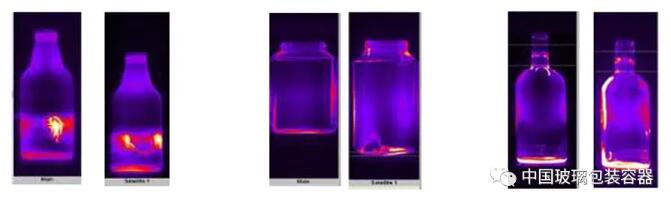
圖6
其料重控制過程是:由操作人員定時稱量實際生產(chǎn)出來的瓶罐的重量,該信息傳送至“目標(biāo)料重控制閉環(huán)”。同時每個成品的熱成像圖片信息也傳送到“目標(biāo)料重控制閉環(huán)”,在經(jīng)過計算分析后,根據(jù)需要將動作指令傳輸至供料機。如圖7所示:
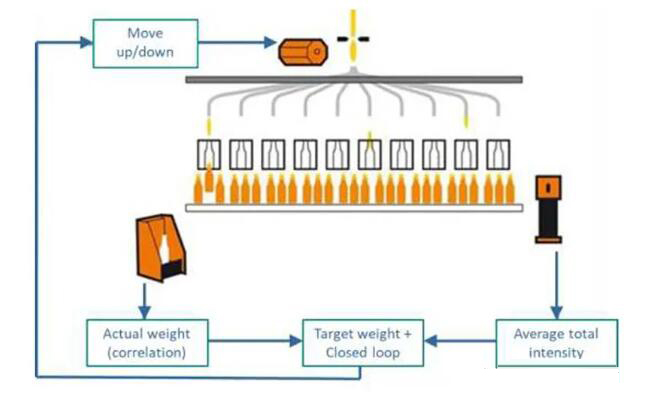
圖7
由于筆者未實際用過該系統(tǒng),對于其優(yōu)缺點不敢妄下雌黃。資料顯示它可適用于吹吹、壓吹及小口壓吹等成型工藝,且可實現(xiàn)多產(chǎn)品、多料重的自動控制。據(jù)了解,或許是由于國內(nèi)瓶罐(特別是一些白酒瓶)的形狀不規(guī)則,使用廠家的顧慮較多,該系統(tǒng)在國內(nèi)的實際使用案例暫時還不多。
三、HR矩陣攝像機3D成像的GCO系統(tǒng)
德國的Symplex公司的料重自動控制系統(tǒng)簡稱GCO(Gob Cutting Observation)(注:Symplex公司已被Emhart公司收購,國內(nèi)現(xiàn)由Emhart公司旗下的三金公司提供該技術(shù))。GCO系統(tǒng)在剪刀機構(gòu)下方的合適位置安裝兩臺攝像機(根據(jù)現(xiàn)場情況決定安裝位置,再采用適合相應(yīng)距離的鏡頭),這兩臺攝像機以一定的角度對準料滴,拍攝每一個下落料滴的圖片(圖8)。
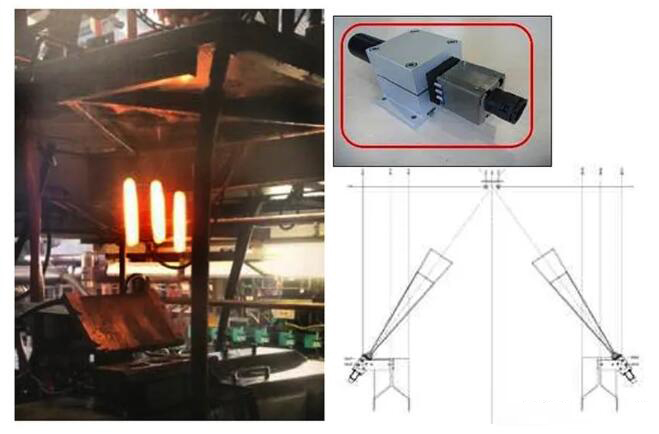
圖8
每一剪的料滴都會實時多次拍照(一般拍5次),根據(jù)這些照片建立每個料滴的三維模型,從而得到每個料滴的大小、形狀、體積和重量等實時信息(圖9)。
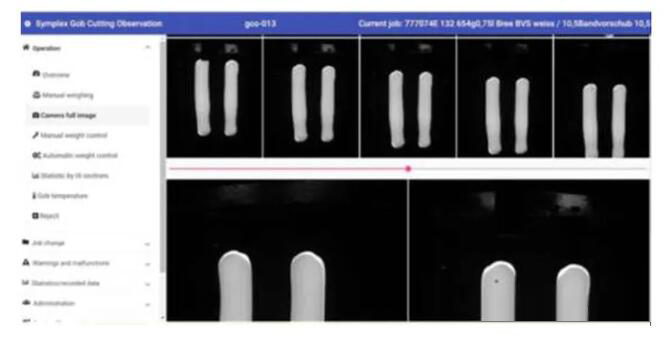
圖9
料重自動控制的過程是:品種更換時,首先由人工將料滴調(diào)整至目標(biāo)重量,并在軟件內(nèi)輸入該目標(biāo)重量值,調(diào)整好攝像機圖像(因前后品種生產(chǎn)速度的變化,需要對拍攝頻率進行調(diào)整),開啟自動控制功能。GCO系統(tǒng)在行列機現(xiàn)場配置有一個電子稱,由操作人員定時按屏幕提示稱量實際生產(chǎn)出來的瓶罐重量,稱量結(jié)果自動傳送至主機。結(jié)合攝像機所得的信息,在經(jīng)過計算分析后,根據(jù)需要將動作指令傳輸至供料機。如圖10所示:
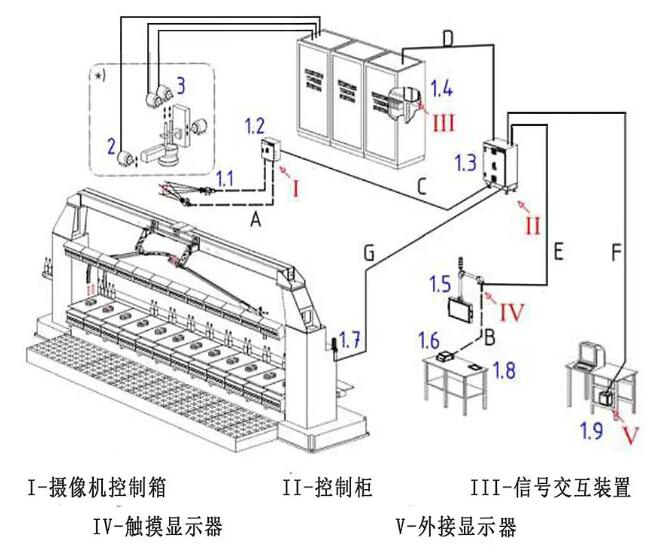
圖10
該系統(tǒng)可用于行列機生產(chǎn)的吹吹法、壓吹法及小口壓吹法。在筆者的公司工況下,持續(xù)使用一年多后發(fā)現(xiàn):該系統(tǒng)運行成本較低,日常工作中僅需少量的空壓氣和冷卻水來保護攝像機。定期的維護工作是對鏡頭進行擦拭,以便得到清晰的圖像。瓶重400克以下的產(chǎn)品基本保證偏差在1克以內(nèi);400克以上的產(chǎn)品偏差不超過3克;600克以上的產(chǎn)品,不太適合自動控制。對重量異常的料滴可進行準確剔除。筆者甚至認為可以記錄下最佳生產(chǎn)狀態(tài)時的料滴形狀、料滴溫度等數(shù)據(jù),供下一次品種更換時參考,從而迅速提高產(chǎn)品合格率。
該系統(tǒng)的缺點是僅能剔除檢測到的料滴重量不達標(biāo)的產(chǎn)品,而對于生產(chǎn)過程中,因氣壓不穩(wěn)或機構(gòu)故障等其它原因產(chǎn)生的缺陷產(chǎn)品無法識別、剔除,或許這也是暫時未能通過部分國內(nèi)瓶罐使用公司(如百威公司)認證的原因吧。
結(jié)語:料滴重量受窯爐料液面、料滴溫度的影響非常大,打個或許不是很恰當(dāng)?shù)谋确剑毫现刈詣涌刂葡到y(tǒng)可以“錦上添花”,卻不能“雪中送炭”。當(dāng)料液面和玻璃液溫度相對穩(wěn)定時,料重自動控制系統(tǒng)會運行得非常輕松,料滴重量的實際值與目標(biāo)值偏差也非常小;而當(dāng)料液面或玻璃液溫度變化比較大時,料重自動控制系統(tǒng)的工作負荷會非常大,勻料筒、供料機沖頭調(diào)整動作頻繁,甚至?xí)霈F(xiàn)機構(gòu)“卡死”的情況。因此,即使為行列機配置了料重自動控制系統(tǒng),也不能松懈對其它生產(chǎn)過程的監(jiān)控,它只能作為一種進一步提高料滴重量穩(wěn)定性的工具,而不能作為解決料滴重量穩(wěn)定性的根本辦法。
料重自動控制系統(tǒng)的標(biāo)準配置硬件在記錄數(shù)據(jù)方面還達不到生產(chǎn)實際需求,它記錄的數(shù)據(jù)的存儲時間普遍較短,短的只能存數(shù)小時,長的也不會超過10天,只有配置了額外的服務(wù)器和配套軟件后才能長期存儲生產(chǎn)數(shù)據(jù)。
料重自動控制系統(tǒng)數(shù)據(jù)源的采集方式各有不同,與系統(tǒng)配套的其它功能也有很大差異,各自都有針對性很強的特點。各個玻璃瓶罐生產(chǎn)廠家可結(jié)合自身產(chǎn)品特點及生產(chǎn)需求進行選擇。詳細研究方面多下功夫。以后各期我們將討論一些在成型過程中會產(chǎn)生的缺陷。












