眾所周知,玻璃包裝容器制造企業(yè)的產(chǎn)業(yè)特征,就是企業(yè)要依靠多要素的“效率優(yōu)先”原則,以“高機(jī)速”和“輕量化”為主導(dǎo)的“高效率”,進(jìn)而獲得較好的企業(yè)“經(jīng)濟(jì)效益”。在制瓶生產(chǎn)成型工藝的初型模上采用垂直冷卻裝置,可極大提高制瓶機(jī)速,一般容量500毫升以下的減重瓶,其機(jī)速都不低于10轉(zhuǎn)/分左右,而小口壓吹(NNPB)法330毫升啤酒瓶機(jī)速都超過(guò)14轉(zhuǎn)/分以上甚至更高。
1必要性與優(yōu)勢(shì)
鑒于產(chǎn)品的輕量化(含減重瓶)和制瓶生產(chǎn)成型的高機(jī)速,這是玻璃包裝容器制造企業(yè)必然選擇的技術(shù)發(fā)展方向,也是增加企業(yè)經(jīng)濟(jì)效益的重要路徑。
1.1 毋庸置疑的成熟技術(shù)
筆者20年前就開(kāi)始實(shí)操的經(jīng)歷,充分驗(yàn)證了初型模垂直冷卻裝置確實(shí)能更有助于提高制瓶成型生產(chǎn)的高機(jī)速,能促進(jìn)產(chǎn)品質(zhì)量的提升。
實(shí)踐也驗(yàn)證了初型模垂直冷卻裝置,它對(duì)產(chǎn)品輕量化(包括減重瓶)所起到的重要作用也是毋庸置疑的。
1.2 結(jié)構(gòu)機(jī)理的優(yōu)越性
初型模垂直冷卻技術(shù),從其結(jié)構(gòu)機(jī)理上分析,其優(yōu)越性在于:
?它能使初型模整體內(nèi)腔面的溫度分布更加均勻,對(duì)初型模的冷卻效果也更穩(wěn)定。
?它能使三滴料(或四滴料)的左右側(cè)模腔,特別是前中內(nèi)側(cè)模腔的冷卻效果非常接近,即溫度的差異更少,更有利于玻璃初坯的均勻分布。
?它還能繼續(xù)使用原來(lái)的標(biāo)準(zhǔn)模具抱鉗和鉗板,僅需稍作局部改善。
?對(duì)壓-吹(P&B)法或小口壓吹(NNP&B)法成型,它可選擇從初模側(cè)冷卻風(fēng)蝶閥引出單獨(dú)的口模冷卻裝置。
?初型模的冷卻風(fēng)蝶閥,它可采用獨(dú)立電子定時(shí)控制(即增加一個(gè)電磁閥),冷卻風(fēng)的調(diào)節(jié)比較靈活。
?初型模垂直冷卻,它可依據(jù)抱鉗和初型模尺寸不同,選配不同的冷卻風(fēng)箱,可360°不間斷進(jìn)行冷卻。
1.3 初型模垂直冷卻縱深
其實(shí),初型模垂直冷卻的最大優(yōu)越性,不僅在于它能夠較大幅度地提高制瓶機(jī)成型的機(jī)速,關(guān)鍵能較明顯實(shí)現(xiàn)產(chǎn)品的輕量化(或減重),提高瓶壁厚度分布的均勻性。更重要的是,實(shí)證性案例表明它比以往傳統(tǒng)風(fēng)嘴式側(cè)向冷卻方式,能夠節(jié)省約50%的冷卻風(fēng)量,這就極大地節(jié)省了電力消耗。
初型模垂直冷卻工藝技術(shù),及其垂直冷卻裝置的硬件,都屬于成熟實(shí)用技術(shù),其先進(jìn)性和可操作性已經(jīng)歷過(guò)多年考驗(yàn),以及多個(gè)實(shí)證案例驗(yàn)證,在國(guó)外被廣泛應(yīng)用。
實(shí)操經(jīng)驗(yàn)表明,小口壓吹(NNP&B)法工藝,要實(shí)現(xiàn)高機(jī)速和產(chǎn)品輕量化兩個(gè)指標(biāo),初模垂直冷卻確是別無(wú)選擇的必然路徑。
2結(jié)構(gòu)與性能評(píng)析
2.1 垂直冷卻機(jī)構(gòu)綜述
若干年前,垂直冷卻機(jī)構(gòu)裝置由EMHART- GLASS(埃姆哈特)研發(fā)成功并推廣到全球。
隨著時(shí)間跨度推移,垂直冷卻機(jī)構(gòu)裝置的結(jié)構(gòu)形式也有了突破性發(fā)展,德國(guó)HEYE、意大利BDF和BOTTERO等行列機(jī)制造商推出了多種不同結(jié)構(gòu)形式的垂直冷卻裝置機(jī)構(gòu)。
2.2 成模垂直冷卻的結(jié)構(gòu)形式
多年來(lái),國(guó)外的成模垂直冷卻,早就成為標(biāo)配模式;近年來(lái),在國(guó)內(nèi)也幾乎都成為標(biāo)配,從而促成了制瓶機(jī)的成型機(jī)速有了較明顯提高。
因?yàn)槌尚湍5拇怪崩鋮s風(fēng)大多都是經(jīng)底模在模具關(guān)閉時(shí)從其下面往上吹(單向);由于制瓶機(jī)鋼結(jié)構(gòu)底盤出現(xiàn),成模垂直冷卻風(fēng)可穿越制瓶機(jī)底盤直接進(jìn)入成型模,這就極大提高了冷卻效率,但隨著機(jī)速的進(jìn)一步提升,該冷卻的短板開(kāi)始顯現(xiàn)(冷卻時(shí)間受限),為此而引入昂貴且維修難度大但散熱效果快的銅合金材料,也促使360°冷卻裝置的研發(fā)及應(yīng)用。
在國(guó)外成模的垂直冷卻風(fēng),是以風(fēng)壓超過(guò)1000Pa單獨(dú)的一臺(tái)冷卻風(fēng)機(jī)直供方式,進(jìn)而使成模的冷卻效率更好,也促進(jìn)了高機(jī)速的技術(shù)進(jìn)步和發(fā)展。
2.3 初型模垂直冷卻的結(jié)構(gòu)形式
當(dāng)今國(guó)外在行列式制瓶機(jī)的垂直冷卻技術(shù)和硬件裝置上,以初型模為例,大致可分為三種不同結(jié)構(gòu)和冷卻方式:
第一種 冷卻風(fēng)是從初型模“自上往下吹”的形式。
第二種 冷卻風(fēng)是從初型模“自下往上吹”的形式,這是小口壓吹(NNP&B)法工藝通用的冷卻方式。
第三種 冷卻風(fēng)是從初型模中間分別“向上、往下吹”的形式,即“雙向垂直冷卻(軸向冷卻)”, 初型模的上下部冷卻風(fēng)孔徑和分布設(shè)計(jì)可根據(jù)產(chǎn)品需求而不同,它在國(guó)內(nèi)有用案例。
2.4 依筆者在國(guó)外所見(jiàn),以及在國(guó)內(nèi)實(shí)操案例驗(yàn)證,綜合結(jié)論是:小口壓吹(NNP&B)法工藝,要實(shí)現(xiàn)“高機(jī)速”和產(chǎn)品“輕量化”兩個(gè)指標(biāo),初型模“垂直冷卻裝置”確是別無(wú)選擇的必然路徑。而且,垂直冷卻風(fēng)若是“單向” 的吹風(fēng)方式,則基本上是“自下往上吹”的形式。
據(jù)悉,國(guó)產(chǎn)行列機(jī)比較先進(jìn)的垂直冷卻風(fēng)(平行開(kāi)關(guān),雙向吹風(fēng))則是從中間進(jìn)風(fēng)分別向上、下兩個(gè)方向吹風(fēng),這種新機(jī)型也剛問(wèn)世不久,但其實(shí)操效果也正隨著生產(chǎn)使用實(shí)踐時(shí)間的累積而得以驗(yàn)證。
2.5 初型模垂直冷卻機(jī)構(gòu)裝置的幾種不同冷卻結(jié)構(gòu)形式
通常都是把蝶閥的冷卻風(fēng)通過(guò)伸縮管和球形萬(wàn)向接頭連接到風(fēng)箱(如圖1、圖2所示)。
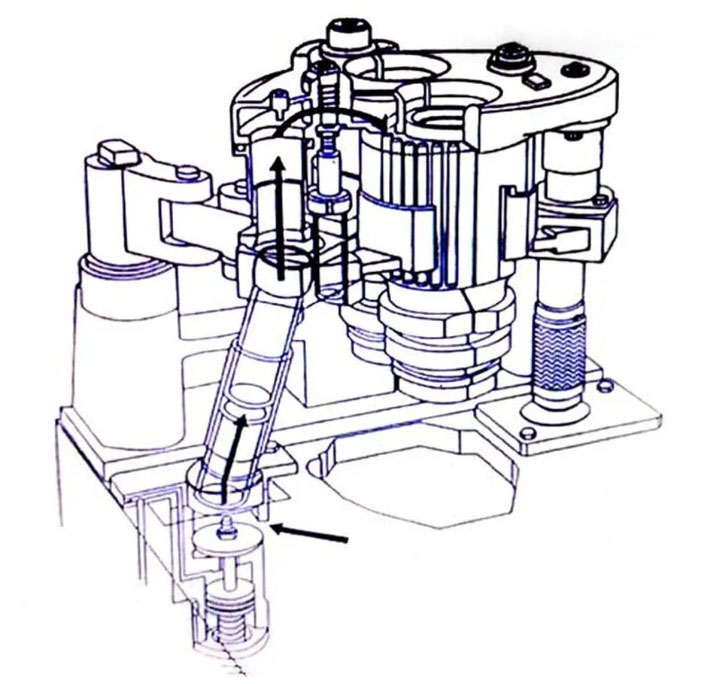
圖1 初型模垂直冷卻機(jī)構(gòu)透視圖(自上而下)
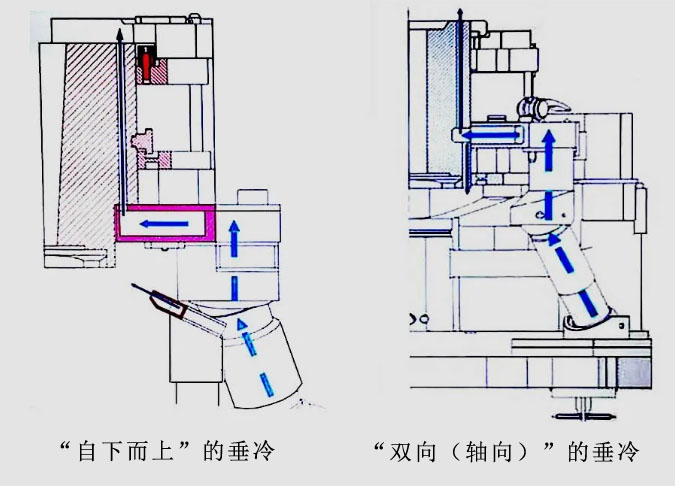
圖2 初型模的垂冷形式
2.6 典型案例簡(jiǎn)述
以筆者實(shí)操的初型模“垂冷機(jī)構(gòu)裝置”技術(shù)改造案例:
在引進(jìn)德國(guó)HEYE(海葉)10組三滴料4-1/4〞行列式制瓶機(jī)上,因?yàn)樵静](méi)有安裝初型模垂直冷卻機(jī)構(gòu)裝置,即仍采用風(fēng)嘴疊加組合側(cè)冷方式,初型模前中后的溫度差始終困擾產(chǎn)品質(zhì)量及機(jī)速的提升。為此經(jīng)多方技術(shù)咨詢,最終選用了意大利BDF的初型模垂直軸向冷卻機(jī)構(gòu)硬件裝置,直接安裝在德國(guó)HEYE(海葉)原配置的初型模抱鉗上(僅局部稍作修改),且鑒于兩家行列機(jī)都是英制單位,在機(jī)構(gòu)對(duì)接上也就不存有任何問(wèn)題(如圖3所示)。
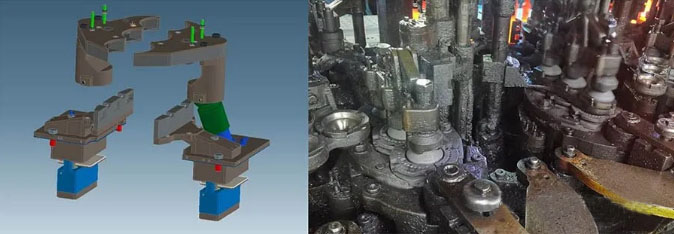
圖3 外購(gòu)的初模垂直冷卻的硬件裝在已有的HEYE機(jī)上
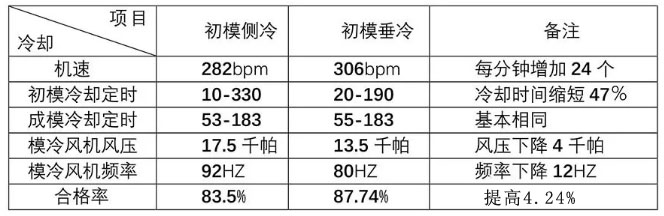
同一產(chǎn)品、同一生產(chǎn)線初型模采用不同冷卻方式的實(shí)際效果對(duì)比
2.7 關(guān)注點(diǎn)
2.7.1意大利BOTTERO(寶特羅)E-MOC垂直冷卻的技術(shù)裝置,如圖4所示:
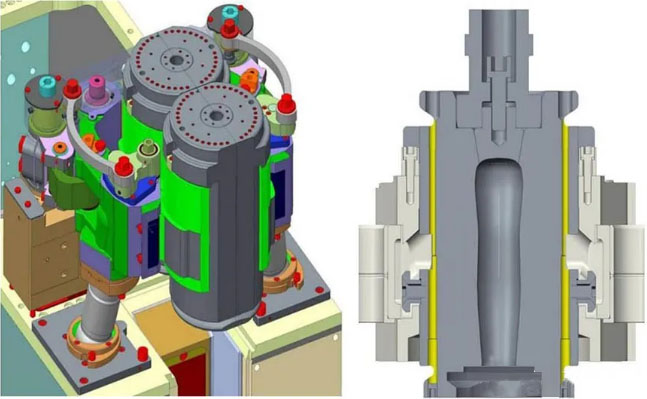
圖4 意大利BOTTERO(保特羅)的初模垂直冷卻
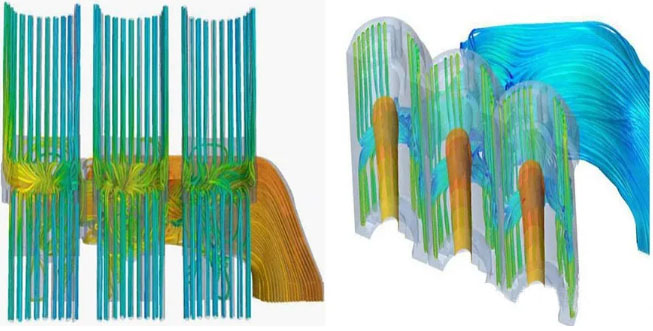
圖5 意大利BOTTERO(保特羅)E-MOC垂直冷卻風(fēng)流向
2.7.2圖5所示是意大利E-MOC初型模垂直冷卻的技術(shù)裝置─ 冷卻風(fēng)“雙向”吹風(fēng)的流動(dòng)狀態(tài)示意圖(僅作為知識(shí)性認(rèn)知)。
其結(jié)構(gòu)特點(diǎn)是“雙向”冷卻風(fēng)的吹風(fēng)形式,即冷卻風(fēng)從抱鉗“中間”進(jìn)入,分別“向下吹”冷卻風(fēng)的同時(shí)也“向上吹”的冷卻風(fēng),被國(guó)外業(yè)界認(rèn)知是一種較為先進(jìn)的結(jié)構(gòu)形式。這種機(jī)構(gòu)裝置技術(shù)上的特點(diǎn)是初型模冷卻風(fēng)的“通風(fēng)孔直徑”和“通風(fēng)孔的分布”設(shè)計(jì)可根據(jù)實(shí)際生產(chǎn)需求而完善。
意大利這種先進(jìn)的E-MOC“垂直冷卻”裝置,在國(guó)內(nèi)某企業(yè)的多臺(tái)行列式制瓶機(jī)上已經(jīng)使用幾年,并取得了很有實(shí)效的成功。
國(guó)外某企業(yè)的這個(gè)“實(shí)證性使用案例”的實(shí)踐,也充分驗(yàn)證它是一項(xiàng)成熟有效,且又實(shí)用的先進(jìn)技術(shù)裝置。
2.8誤區(qū)
國(guó)內(nèi)大部分玻璃包裝容器制造企業(yè),已經(jīng)采用了成型模側(cè)的垂直冷卻技術(shù),但大多數(shù)制瓶機(jī)的機(jī)速都比較低(轉(zhuǎn)數(shù)一般都在10轉(zhuǎn)/分以下)的現(xiàn)實(shí)。這樣低效率的機(jī)速必然制約著企業(yè)經(jīng)濟(jì)效益的提高。
3.0實(shí)證性案例驗(yàn)證
盡管國(guó)內(nèi)對(duì)“初型模垂直冷卻”技術(shù)應(yīng)用實(shí)操案例并不多,以筆者多年的實(shí)踐,認(rèn)為初模垂直冷卻,其技術(shù)的實(shí)用性和可靠性都是沒(méi)問(wèn)題的。
目前,小口壓吹(NNP&B)法初模垂直冷卻裝置機(jī)構(gòu),EMHART匹配單向式 “自上向下吹” 的冷卻結(jié)構(gòu)形式(可360°范圍進(jìn)行冷卻),而HEYE為“自下向上吹”(僅當(dāng)初型模處于打開(kāi)狀態(tài)時(shí)才進(jìn)行冷卻)。
3.1國(guó)內(nèi)某企業(yè)在引進(jìn)德國(guó)10組3滴料行列式制瓶機(jī)上,初模由風(fēng)嘴疊加側(cè)冷改造為垂直軸向冷卻。
?采用吹吹(B&B)法成型工藝
? 250毫升雕刻啤酒瓶
?瓶重185克(±2克),輕量化指數(shù)L=1.108(屬輕量瓶)
?一次性非回收減重瓶,產(chǎn)品質(zhì)量要求沒(méi)有改變
?成型機(jī)速 12.1轉(zhuǎn)/分(363個(gè)/分)
評(píng)析:
?該案例是為了滿足客戶對(duì)原產(chǎn)品質(zhì)量要求幾乎不變的前提下減重15克,促使成型系統(tǒng)生產(chǎn)工藝技術(shù)尋找突破,改善初模前中后、左右及上中下溫度不均勻常見(jiàn)問(wèn)題。
?國(guó)內(nèi)市場(chǎng)需求倒逼:一方面啤酒消費(fèi)已呈小容量包裝態(tài)勢(shì)(330→250→207→175→150ml),一次性非回收瓶占比越來(lái)越大,減瓶重必然成為客戶降成本的首選;另一方面玻璃廠為確保窯爐出料量、實(shí)現(xiàn)噸成品售價(jià)的最大化,提升機(jī)速成為必選項(xiàng)。
?在大批量連續(xù)生產(chǎn)的全程狀態(tài)下,成品率要達(dá)到90%以上,除了玻璃液整體溫度的均勻性外(供料道玻璃液熱效率達(dá) 95%以上),前中后初型模溫度的一致性,離不開(kāi)初型模垂直冷卻技術(shù)(瓶壁厚度均勻的有力保障),證明其對(duì)成型生產(chǎn)工藝的技術(shù)先進(jìn)性和實(shí)用性是毋庸置疑的。
3.2國(guó)內(nèi)南方某企業(yè)10組3滴料行列式制瓶機(jī)
?采用小口壓吹(NNP&B)法成型工藝
? 275毫升飲料瓶
?瓶重195克(±2克),輕量化指數(shù)L=1.090(屬輕量瓶)
?產(chǎn)品質(zhì)量要求以國(guó)標(biāo)為準(zhǔn)
?成型機(jī)速 10轉(zhuǎn)/分(300個(gè)/分)
評(píng)析:
?此案例是為客戶生產(chǎn)啤酒瓶驗(yàn)廠提供數(shù)據(jù)而為,產(chǎn)品生產(chǎn)難度相對(duì)不大,提前對(duì)成型系統(tǒng)生產(chǎn)工藝進(jìn)行完善。
?連續(xù)生產(chǎn)2個(gè)月,為了摸索出適宜的成型工藝參數(shù),機(jī)速中規(guī)中矩,成品率最終也達(dá)到90%以上,除了玻璃液整體溫度的均勻性外(供料道玻璃液熱效率可達(dá) 97%以上),海葉自帶初型模垂直冷卻裝置(僅在初模打開(kāi)時(shí)才冷卻)為前中后初型模溫度的一致性,即瓶壁厚度均勻提供有力保障,也證明了其對(duì)成型生產(chǎn)工藝的技術(shù)先進(jìn)性和實(shí)用性。
3.3國(guó)內(nèi)北方某企業(yè)進(jìn)口8組雙滴料行列式制瓶機(jī)
?生產(chǎn)采用吹─吹(B&B)法成型工藝
?產(chǎn)品為330 毫升高脖子啤酒瓶(屬成型“難度系數(shù)”較高的產(chǎn)品)
?該產(chǎn)品是給國(guó)外某高端品牌供貨,對(duì)產(chǎn)品質(zhì)量標(biāo)準(zhǔn)的要求極高
?該制瓶企業(yè)完全通過(guò)了(國(guó)際慣例)生產(chǎn)體系的過(guò)程認(rèn)證
?客戶對(duì)其產(chǎn)品的質(zhì)量要求和產(chǎn)品驗(yàn)收標(biāo)準(zhǔn)與歐洲一致
?機(jī)速12轉(zhuǎn)/分(192個(gè)/分)
?瓶重190克(±1克)
?連續(xù)性生產(chǎn)的成品率為 90.7~93.4%
評(píng)析:
用吹─吹(B-B)法成型生產(chǎn)工藝生產(chǎn)如此難度較高的產(chǎn)品,應(yīng)視為是一個(gè)典型案例。它的獨(dú)特之處就在于:
?用吹─吹(B-B)法能夠生產(chǎn)如此“高脖子”的小啤酒瓶,需要較高成型技術(shù)水平的強(qiáng)力支撐。
?這個(gè)產(chǎn)品因瓶脖“較高”工藝難度極大,其成型機(jī)的“高機(jī)速”(12轉(zhuǎn)/分),與設(shè)備硬件和技術(shù)軟件的兩個(gè)重要支撐有關(guān)。
?該案例行列機(jī)的初型模側(cè)和成型模側(cè),都裝有進(jìn)口意大利BOTTERO(寶特羅)E-MOC裝置,其成型機(jī)速也較高(12轉(zhuǎn)/分)。其背后是與系統(tǒng)設(shè)備硬件和技術(shù)軟件兩個(gè)強(qiáng)力的支撐有關(guān)。
?筆者認(rèn)為,這個(gè)實(shí)質(zhì)成熟的案例,也足以給業(yè)內(nèi)提供借鑒。
?此作為一個(gè)經(jīng)典性案例,應(yīng)以較高的思考維度,從硬件設(shè)備極好的“性價(jià)比”上,進(jìn)行理性又理智的研究和分析,結(jié)論是在其價(jià)值取向上都應(yīng)該是值得的。
3.4 結(jié)論綜述
從以上所列的國(guó)內(nèi)企業(yè)使用初型模垂直冷卻成型工藝的實(shí)證性案例充分驗(yàn)證并表明了它的成熟性、實(shí)用性。筆者覺(jué)得,案例的印證就是最好的說(shuō)明。
案例這幾家企業(yè),選用了不同類別的初型模側(cè)垂直冷卻的成熟案例,應(yīng)引導(dǎo)國(guó)內(nèi)玻璃包裝容器制造業(yè)的高度關(guān)注。
3.5展望與期待
中國(guó)玻璃容器成型工藝技術(shù)始終處在追趕學(xué)習(xí)國(guó)際先進(jìn)企業(yè)經(jīng)驗(yàn)的道路上,要通過(guò)設(shè)備硬件更新,大量普及伺服控制,360°初模、成模側(cè)垂直冷卻裝置的引入,這給操作帶來(lái)便利的同時(shí)大大降低勞動(dòng)強(qiáng)度,也為機(jī)速提升確保機(jī)構(gòu)動(dòng)作穩(wěn)定運(yùn)行提供保障。
隨著市場(chǎng)競(jìng)爭(zhēng)的加劇,環(huán)保及碳排放的嚴(yán)格管控,順應(yīng)國(guó)家綠水青山的宏圖,以節(jié)能減排帶動(dòng)行業(yè)技術(shù)進(jìn)步。玻璃容器行業(yè)相信也不久的將來(lái)必朝著集約化發(fā)展,與下游客戶形成真正意義上的戰(zhàn)略合作伙伴關(guān)系,隨著新裝備的研發(fā)并及時(shí)更新,踏入國(guó)際先進(jìn)行列。
對(duì)這個(gè)專題性文稿的論述,筆者誠(chéng)心恭請(qǐng)國(guó)內(nèi)業(yè)界同仁們提出批評(píng)指正。












