成型是瓶罐玻璃制造過程的重要工序。成型缺陷產(chǎn)生的根源來自于多個方面。因而只有完全弄清成型方法的特點后才能發(fā)現(xiàn)缺陷產(chǎn)生的真正原因。
塑性玻璃在模具中的凝固速度由單位時間內(nèi)散發(fā)的熱量決定,按單位玻璃料量計算的散熱量又是與此玻璃接觸的模具壁面面積及溫度的函數(shù)。愈是少量的玻璃與較大的壁面接觸或接觸時間愈長,就愈容易出現(xiàn)提前凝固。
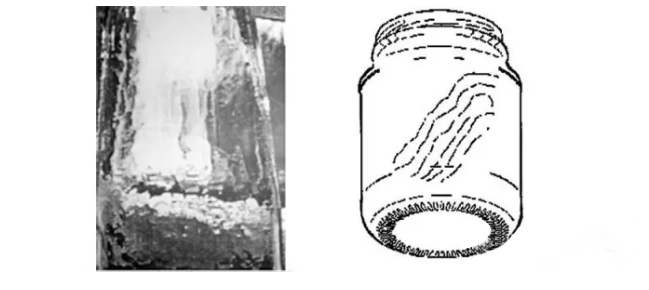
在玻璃的各個局部從塑性狀態(tài)進(jìn)入脆性狀態(tài)的步調(diào)不一致時,在這一影響下提前凝固就會造成所謂“錘擊面”而顯示出“紊亂”的外觀。
要消除這種“外觀缺陷”通常只需將模具的冷卻空氣量減少或稍提高機(jī)器的運轉(zhuǎn)速度,使初模以及成型模的溫度升高一些就可以了,不過不能超出玻璃的“粘著溫度”。
安排冷卻風(fēng)截面積正確,調(diào)整吹氣頭的位置,以及正確選擇初吹和終吹的時間及壓力也有助于消除這種缺陷。
瓶身上的冷斑屬于主要缺陷,在使用時,會影響玻璃瓶的結(jié)構(gòu)強(qiáng)度。












