4 沖頭的作用及選用(料形的支柱之首)
沖頭的作用之一是牢牢支撐著料碗內(nèi)的玻璃液,支撐著沖頭托架的1~3根柱子,這好比如一家之主。
⑴ 沖頭的作用
① 沖頭最重要的作用是形成料滴的形狀
沒有沖頭,料形無法成形;沖頭的形狀、尺寸,還有高度、沖程也是料形的重要因素。沖頭怎樣在勻料筒內(nèi)、料碗正上方進(jìn)行上下運(yùn)動?沖頭上升運(yùn)動時,料碗內(nèi)的玻璃液被沖頭支撐著也往上,這就是所說的吸附;接著沖頭下降運(yùn)動時,被帶起的玻璃液一下子被擠出料碗。
由此可知:沖頭高度越靠近料碗,吸附量和擠出量就越多。
【留意點(diǎn)】這和自然從料碗向外流出來的量不一樣。
料滴重量不足時,經(jīng)常提高沖頭高度,這是為了增加從料碗流出的量;相反沖頭離料碗越遠(yuǎn),吸附的效果越弱。利用沖頭上下運(yùn)動引起的吸附效果,調(diào)整其狀態(tài),做成符合所要吹制瓶要求的料形。
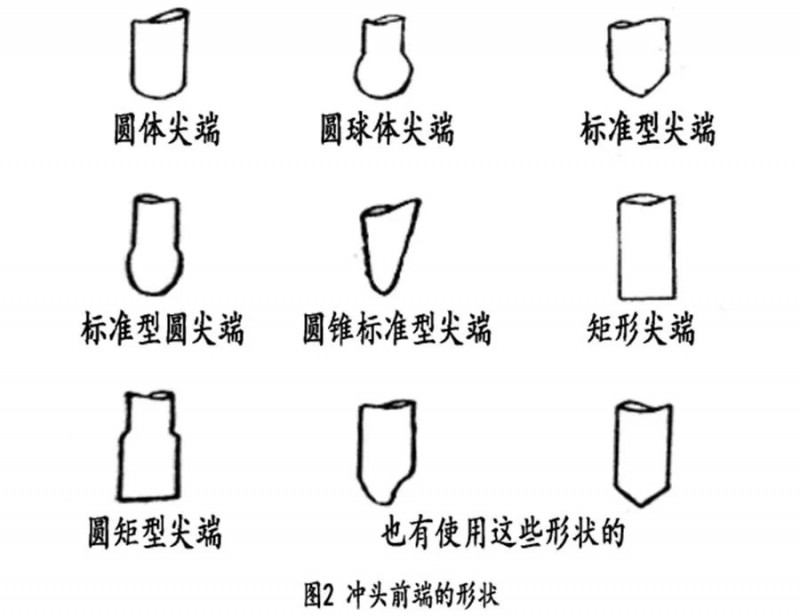
因此,沖頭尺寸前端形狀的選擇是非常重要的,而且其種類很多(圖1),在此說明一些要點(diǎn):
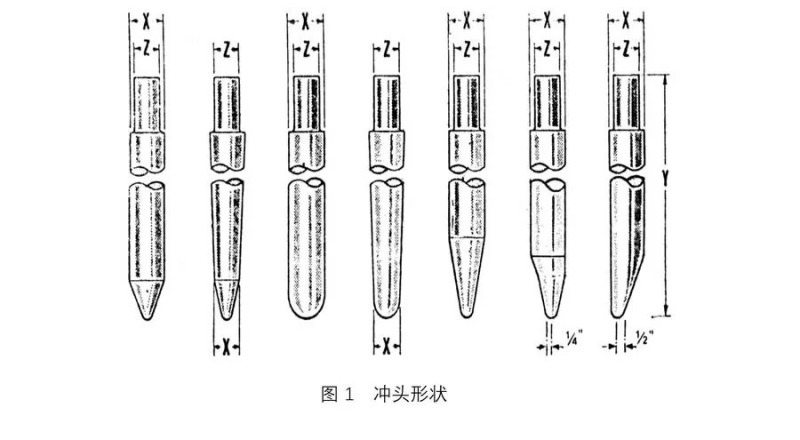
1)沖頭前端為球形時,和玻璃液的接觸面大,吸附效果大,和使用粗沖頭一樣,料滴粗且短。
2)沖頭前端為錐形時,吸附效果弱,對料形沒有很多影響,無論如何料滴都是呈細(xì)長狀。
3)粗沖頭適合作粗且短的料滴,細(xì)沖頭適合作細(xì)長的料滴。
具備了沖頭尺寸、形狀的知識,可以做出料形;即使是同一尺寸形狀的沖頭,若適當(dāng)?shù)夭僮?,作業(yè)范圍是非常廣的。如2 3/4×30"的圓形沖頭,最大可用于B&B(吹-吹法)的1500mL制品,最小可用于P&B(壓-吹法)的300mL制品。
以理想狀態(tài)而言,希望把沖頭分成大、中、小,但考慮到經(jīng)濟(jì)問題及更換時的熱作業(yè),只要把各種各樣的技術(shù)、技能掌握嫻熟綜合考慮,就比較容易應(yīng)對了。
② 沖頭的另一個作用是控制重量
以DG(雙滴料)來控制前后的重量、以TG(三滴料)來控制前中后的重量。
沖頭和勻料筒高度的配合很重要,操作沖頭高度、沖程,對綜合控制重量有所幫助,有時停止沖頭的上下運(yùn)動進(jìn)行作業(yè),此時使沖頭的一邊上下運(yùn)動,加減玻璃液的流量來調(diào)節(jié)前后的重量。
在日常生產(chǎn)中,常常遇到前后(雙滴)或前中后(三滴)重量相差大而一側(cè)沖頭高度已調(diào)至極限導(dǎo)致重量無法調(diào)節(jié)一致的煩惱事,這時就要發(fā)揮調(diào)節(jié)沖頭高度的作用了,比如就雙滴機(jī)來說,前側(cè)料重偏重且沖頭支架上沖頭高度調(diào)節(jié)已到最低,后側(cè)料重偏輕且沖頭支架上沖頭高度調(diào)節(jié)已到最高,一般采取的措施是調(diào)整勻料筒轉(zhuǎn)速或改變勻料筒的運(yùn)轉(zhuǎn)方向,但這往往效果不太明顯或會造成產(chǎn)品大量報廢,比較有效的方法就是把沖頭整體高度下調(diào),這樣前側(cè)重量就會隨著高度下調(diào)逐漸變輕,后側(cè)變化會少一些,從而達(dá)到前后重量平衡的目的。
【說明】關(guān)于沖頭與料滴重量控制的關(guān)系,待后另作詳細(xì)描述。
⑵ 沖頭選用要領(lǐng)
單滴料沖頭常用的有三種頭型,即標(biāo)準(zhǔn)頭型(形狀1號)、球頭型(形狀2號)、長錐頭型(形狀3號)直徑的規(guī)格尺寸范圍約為1 3/4~4 3/4″或更大。
正確的選擇沖頭的大小和形狀,精心地控制和調(diào)整上述其他各因素,操作人員就能夠獲得各種料滴形狀,可用于生產(chǎn)幾乎任何類型的產(chǎn)品,按照生產(chǎn)產(chǎn)品的重量不同,可參考有關(guān)沖頭選擇表進(jìn)行選用。
尖錐頭型的沖頭一般用于生產(chǎn)小口瓶,因為料滴更易于形成尖頭,此類沖頭也有助于保持細(xì)長的料滴,這種形狀的料滴對成型小口瓶是非常合乎需要的。
球頭型沖頭多數(shù)是用于生產(chǎn)廣口瓶和重的產(chǎn)品,因為這類沖頭有助于獲得具有鈍端頭的園柱形料滴形狀,當(dāng)玻璃溫度比正常供料的溫度較高時,也可使用這類沖頭,這種球頭型沖頭有較大的“吸引”玻璃液力量,致使沖頭能更好的提起吸住沖頭末端下方的玻璃液。
【重要留意點(diǎn)】
沖頭是否足夠大?在其上行程時能把玻璃液提起吸回,在其下行程時把玻璃液沖壓推出。
在正常操作中,沖頭應(yīng)是足夠的小并且應(yīng)運(yùn)行得足夠高,這樣,玻璃液才不致被沖頭的上行程提得過上進(jìn)到料碗之中。
不過,某種型式的制品卻需要將玻璃液正好提到料碗之中。如果使用過小的沖頭,它必須運(yùn)行到緊挨近料碗,以保持足夠的重量,如果沖頭運(yùn)行得過低,則會有形成一種不合需要的冷皮危險。
在實(shí)際工作中,一個大沖頭經(jīng)常運(yùn)行得比所需要的為高,在這種情況下,相對于上行程和下行程使用較大度數(shù)的沖頭凸輪,將可能得到所要求的結(jié)果。
沖頭高度越高,得到的料滴越長,并且重量也稍有增加,這種現(xiàn)象可用降低料筒的辦法來加以校正。反之也是這樣,較長的沖頭行程,得到較大的重量,但也提起玻璃液更向上,沖頭行程應(yīng)當(dāng)或多或少的與料滴長度成比例,當(dāng)要求的料滴形狀和重量已經(jīng)達(dá)到時,沖頭行程和沖頭高度只是在需要補(bǔ)償玻璃液溫度變化時才應(yīng)加以改變。
【關(guān)注點(diǎn)】
如果料滴沒有沖出成形(有彎)或者懸垂得不直,這種現(xiàn)象說明沖頭可能是與流料孔中心沒對準(zhǔn),在操作中安裝就位之前,總是要將新沖頭對準(zhǔn)流料孔中心。
沖頭在玻璃液中逐漸受到侵蝕或熔解,從而失去它原有的尺寸大小和形狀,因而對于那種已經(jīng)蝕損嚴(yán)重,已不能控制料滴的成形和供料的沖頭,不要再行使用,應(yīng)及時更換。
當(dāng)更換料碗的同時,通常要檢查一下沖頭的狀況,也可將沖頭提出片刻進(jìn)行檢查,如果發(fā)現(xiàn)沖頭尚好,可以繼續(xù)使用,就立即再將其放回原使用位置。
各種料滴形狀的形成,不僅取決于沖頭的形狀,而且還取決于由沖頭凸輪輪廓而產(chǎn)生的沖頭行程的方式,例如:急速的向下行程會有很快填滿料滴的傾向,而比較適中速度的向下行程則會比較緩慢地填滿料滴,能足以防止一種啞鈴形狀料滴的出現(xiàn)。
應(yīng)選用合適的沖頭凸輪來配合,以便獲得盡可能平穩(wěn)又切合實(shí)際的動作,而仍然保持所需要的料滴重量和形狀。如果這個成型動作過猛,則說明沖頭可能過大,或者沖頭行程可能太長,或者是沖頭凸輪可能不適宜于所使用的供料機(jī)機(jī)速下要求的料滴形狀。
⑶ 沖頭高度
所謂的沖頭高度就是沖頭上下運(yùn)動,下降到最低時的高度。更嚴(yán)密地說是沖頭到最下點(diǎn)時,沖頭的下端和料碗的最下位之間的距離。
① 沖頭高度過高
沖頭高度一上升,大量的玻璃液就會從料碗流出來,重量就變重;而且隨著沖頭不斷上升,沖頭和玻璃液的接觸面越變越少,失去對玻璃液的支撐力,因此,形成長且上下一樣粗的料滴。過高時,形成中間細(xì)、兩頭粗的亞鈴狀。
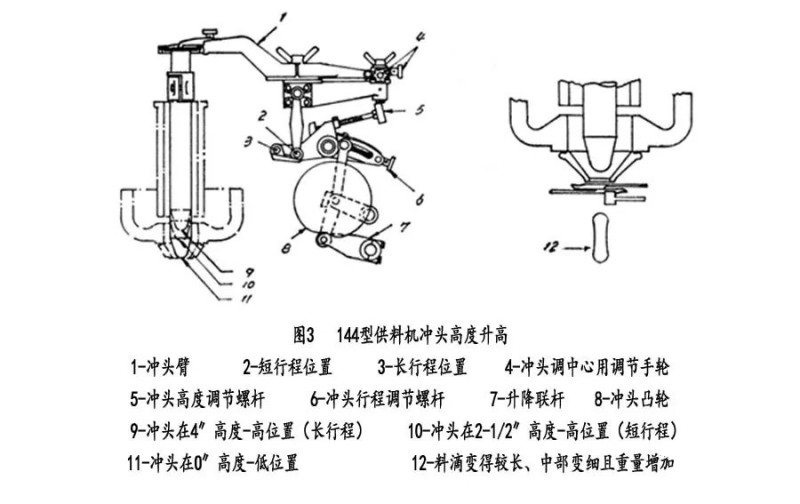
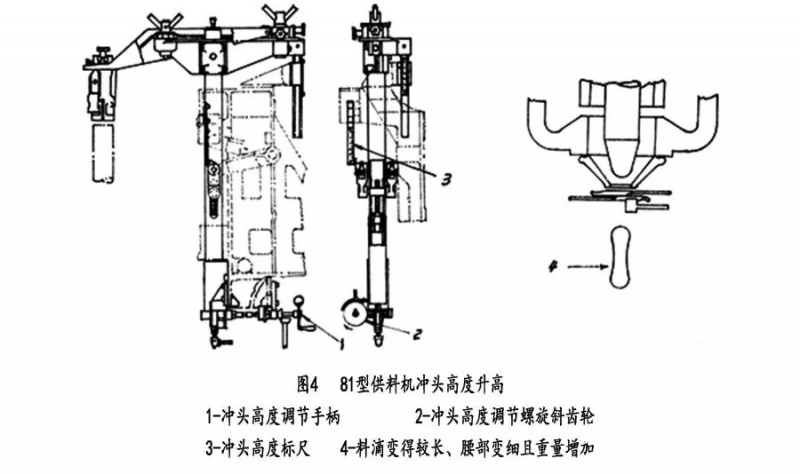
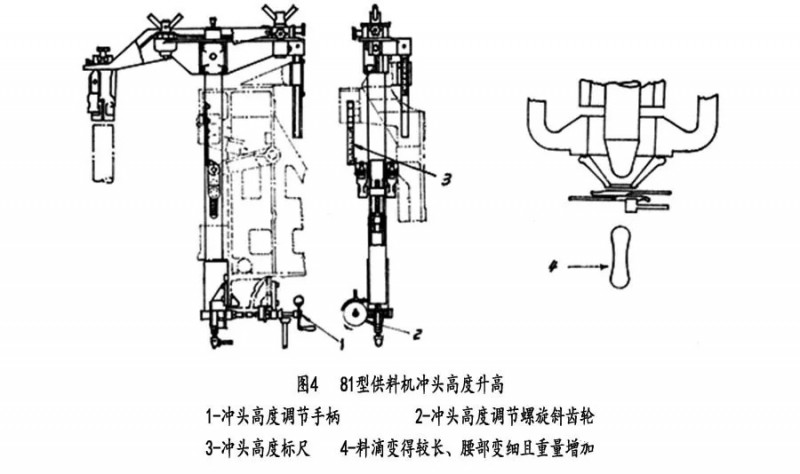
【留意點(diǎn)】當(dāng)沖頭高度升高時(如圖3、4所示):
1) 沖頭動作的低位置進(jìn)一步距料碗流料孔更遠(yuǎn);
2) 由于有更多的玻璃液流出,所以料滴重量增加;
3)料滴形狀變得較長、且腰部變細(xì),這是因為沖頭提引力變小而對玻璃液的影響減少。
② 沖頭高度過低
降低沖頭高度,接近料碗,從料碗流出的玻璃液量受到阻礙變少,使重量變輕。與沖頭高度過高相反,沖頭和玻璃液接觸面大,吸附效果好,形成肩部張開、前端細(xì)的料滴,且是短料形。
首先,如前“理想料形”里所述的“沖頭高度處于高位置為好”是料形所希望的。因為沒有抵抗,玻璃液的順暢流動是制成均勻料形的重要因素,特別是對壁厚薄的輕量瓶絕對必要。因此,沖頭高度盡量設(shè)定高點(diǎn),且形狀好也是很重要的。因為沖頭高度和料滴的重量存在著密切的關(guān)系,所以為了很好地控制重量,希望勻料筒高度是1″(25.4mm)的相應(yīng)沖頭高度。
其次,得到符合所作瓶的初模的形狀。吹-吹法:希望是前端細(xì)的料滴,所以沖頭高度當(dāng)然就調(diào)低;壓-吹法:上下一樣粗的料滴為好,所以沖頭高度還是高為好。
⑷與沖頭相關(guān)聯(lián)的控制
料液的溫度高時其粘性小,因而沖頭支撐玻璃液的力量就弱,從這一點(diǎn)來看,沖頭高度有必要降低。
當(dāng)機(jī)速快時供料道供給的玻璃液增多,在這種情況下,為了確保重量,沖頭高度應(yīng)高設(shè)定;
沖頭高度在滿足確保重量條件的同時,也應(yīng)滿足形狀,為此其它項目也要一起很好地進(jìn)行操作。
【留意點(diǎn)】在重量控制中必須注意的是為了增加重量,可以上升沖頭,但若沖頭過分上升,雖增加了重量的吸附,但擠壓的效果反而減弱,也必然會出現(xiàn)反作用,務(wù)必記住!
⑸沖頭高度和沖程的關(guān)系
降低沖頭高度在形狀上和沖程調(diào)大大體上具有同樣的效果,但嚴(yán)格說起來不一樣,希望作料滴前端(或下端)的形狀時,上升沖頭高度、調(diào)大沖程和降低沖頭高度、調(diào)小沖程當(dāng)然是不一樣的。
具體而言,想作前端更細(xì)的料滴時,沖頭高度沒有下降到一定的程度,只靠增加沖頭沖程是不行的。但是根據(jù)料滴的形狀(比如生產(chǎn)頸徑大且全身一樣粗的瓶)下降沖頭高度、調(diào)小沖程和上升沖頭高度、調(diào)大沖程,也許也有可能得到大體一樣的形狀。
此時,高度盡量高,沖程應(yīng)該在更小的條件下試著得到同樣形狀的料滴,這樣有助于技術(shù)的提高。這種程度的思考方法,請嘗試,經(jīng)過5年、10年的歲月后肯定差別很大。“差別理解”,但不能僅僅是復(fù)制,料滴成形實(shí)在是重要的。
⑹結(jié)論:
沖頭高度盡可能高設(shè)定,留心料形。
設(shè)定沖頭高的理由:
1)離開料碗,這樣料碗的損傷、沖頭的折損事故就少;
2)可以吸附、擠壓,即使壁厚薄的瓶也可以得到好效果;
3)重量穩(wěn)定;
4)料滴晃動小、碰撞上漏斗的事故少(下料好);
5)不必?fù)?dān)心料碗筋;
6)前后重量的調(diào)節(jié)(螺栓&螺母)易操作;
7)少產(chǎn)生氣泡。
當(dāng)沖頭高度降低時(圖5、6)
當(dāng)沖頭高度降低時將出現(xiàn)如下狀況:
1)沖頭動作的低位置距料碗流料孔更近;
2)由于玻璃流出的較少,所以料滴重量減?。?/div>
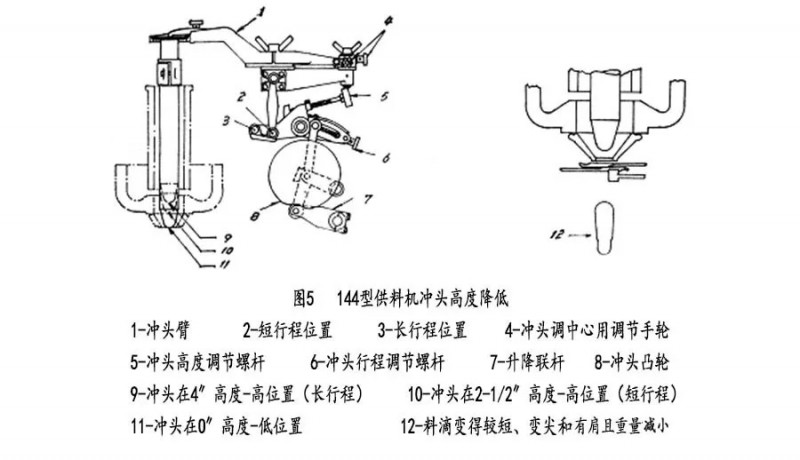
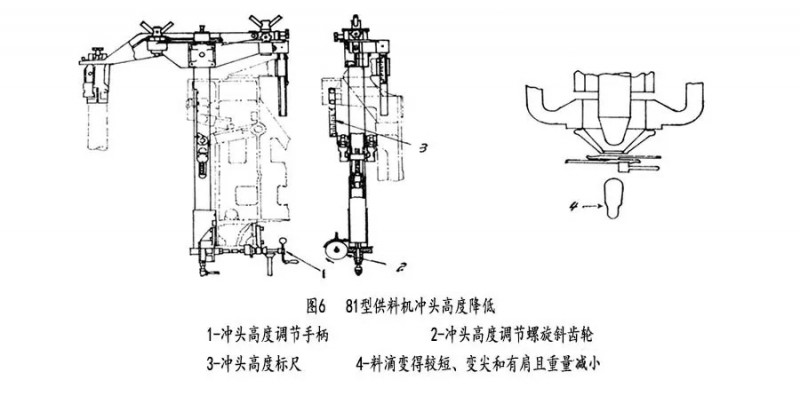

3)料滴變得較短、變尖和有肩,這是因為沖頭更接近料碗流料孔,具有更大的提引力,所以對玻璃液的影響較大。
5 沖頭沖程(沖程不是固定不變的)
“沖頭沖程除了制作料形外,還有什么作用?”沖頭沖程可調(diào)節(jié)從料碗出來的玻璃液的排出,調(diào)整料滴的形狀和重量。沖頭的上下運(yùn)動,從最低點(diǎn)開始到最高點(diǎn)止的距離就是沖頭沖程,沖程的長短、大小的變化都會對料形造成很大的變化。
⑴沖頭沖程對144型供料機(jī)構(gòu)而言
短沖程:最小1 1/4″(31.7mm)、最大2 1/2″(63.5mm);
長沖程:最小2″(50.8mm)、最大4″(101.6mm)。
⑵對81型供料機(jī)構(gòu)的沖頭而言
可以使用最小1 1/4″(31.7mm)、最大5″(127mm)。
生產(chǎn)非常小的瓶子時,沖頭凸輪使用所定的分?jǐn)?shù)凸輪的1/2或1/4,調(diào)小沖程進(jìn)行作業(yè)。
隨著沖頭沖程的大小變化,吸引產(chǎn)生強(qiáng)弱,進(jìn)而對料形和重量產(chǎn)生很大的影響。到底如何變化呢?沖頭的尺寸·沖頭凸輪·沖頭高度等條件不變,只增加(調(diào)大)沖程,料滴的移動量就變大;相反,減少(調(diào)小),移動量變小。讓我們來看看料滴的形狀和重量是如何變化的。
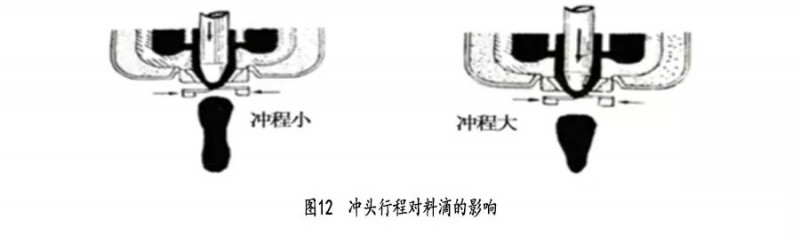
⑶ 沖頭沖程大
沖頭沖程大時,將集結(jié)在料碗處的玻璃液有力地擠出,重量變重。料形變得短而粗,將形成前端細(xì)、肩部敞開的形狀,適合吹-吹法的成形。
⑷ 沖頭沖程小
沖頭沖程小時,從料碗擠出的玻璃量少,重量變輕。沖頭的上下運(yùn)動一小,吸引效果就變?nèi)酰@樣料滴變得細(xì)長、前端也粗。若沖程更小的話,就會形成上下一樣粗的料滴,調(diào)整沖頭高度可變成啞鈴型的料滴。
以上是因沖頭沖程的大小變化而形成的料形的狀態(tài),這里就不討論因機(jī)速、重量、沖頭凸輪的選擇而存在的差異。
實(shí)際作業(yè)時,沖程還是小些為好。沖頭上下運(yùn)動一大,不但容易產(chǎn)生氣泡,而且如前所述,料形如麥當(dāng)娜激烈跳動的舞姿,料滴入模無法穩(wěn)定。落入上漏斗(引料管)時,容易變得不規(guī)則,對瓶壁厚度薄的產(chǎn)品就會產(chǎn)生惡劣的影響。如此看來,對沖頭沖程應(yīng)有這樣的念頭,即“更小”,認(rèn)真觀察并培養(yǎng)良好的感性,這是很重要的。
【關(guān)注點(diǎn)】
沖頭沖程在實(shí)際作業(yè)中最困難的是做有一定重量的瓶子,沖頭的直徑小,當(dāng)然吸引效果就弱,也就意味著沖程必須調(diào)大,但實(shí)際很難達(dá)到所想的。
⑸重量較重瓶子時的沖頭調(diào)整
生產(chǎn)重量重的瓶子,使用孔徑大的料碗,在機(jī)速慢的情況下,若沖頭的直徑一小,怎么做也是困難的事。特別是在更換品種時,若由原來溫度高的料滴換成這種瓶,等溫度下降是非常麻煩的事。
玻璃液溫度高,而且料碗徑大,當(dāng)然玻璃液的流出量變多。然而沖頭直徑小,沖頭吸引玻璃液的力也弱,因此料滴變長。如果剪刀機(jī)構(gòu)足夠上升,料滴就變短、前端變粗。
因此,下降沖頭打算得到前端細(xì)的料滴,但事與愿違。若前進(jìn)相位差,前端多多少少會變細(xì),但料滴全體變長。沖程一調(diào)大,只有料滴前端稍上部分會膨脹。不好之處:上升沖程大,而且由于機(jī)速慢,沖頭也就緩慢上升;這樣在上升的過程中,沖頭吸引玻璃液的力消失,由于受到重力的牽引作用,料滴的上部就變細(xì)。特別是使用靜止部大的沖頭凸輪時,當(dāng)沖頭處于靜止?fàn)顟B(tài),因重力作用整體呈下落的狀態(tài),上部更多部分變細(xì)。另外,剪刀高度上升時,料滴的上端會變得更細(xì)。即使“形狀不好”,能夠得到所希望的重量和長度,可以吹制頸徑比較粗的瓶也好。但是,畢竟看起來不好看,每天都很介意,若是其它公司的料形專家來時,一看就明白,肯定很慚愧!
如果這樣,沖頭沖程的作用也是有限的,這次好不容易解決了,下次應(yīng)該換成直徑大的沖頭進(jìn)行作業(yè)。
沖頭沖程以小為好。雖這么說,但不限于此,應(yīng)好好觀察沖頭高度、其它條件及瓶子情況,很好地進(jìn)行操作。
不要忘記基本的東西:吹-吹法,沖程比較大;壓-吹法,即使小點(diǎn)也可以。
⑹【重要留意點(diǎn)】
要牢記沖頭沖程的基本概念:
1)吹-吹法(P-P)生產(chǎn),沖頭沖程比較大。
2)但是壓-吹法(P-B)生產(chǎn)時即使沖程小點(diǎn)也可以。
3)當(dāng)采用壓-吹法(P-B)高機(jī)速情況下生產(chǎn)較輕量的廣口瓶時,甚至可以不使用沖頭!
⑺沖頭調(diào)整技巧的關(guān)注點(diǎn):
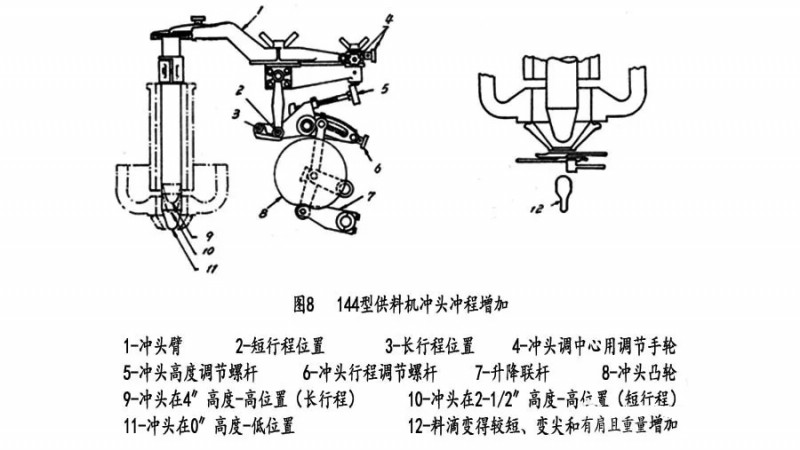
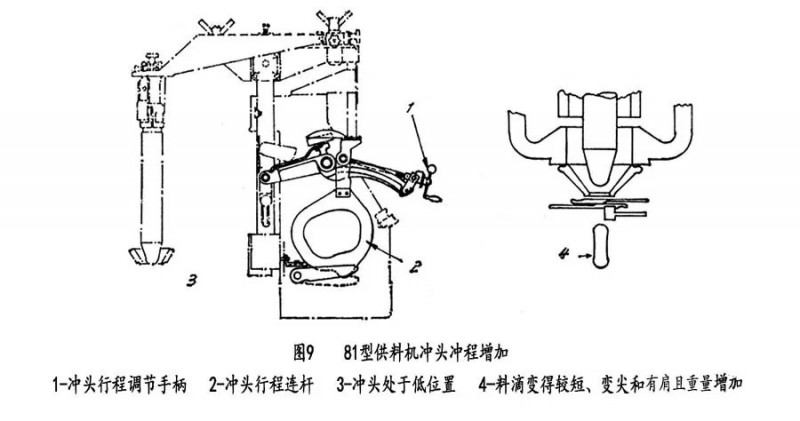
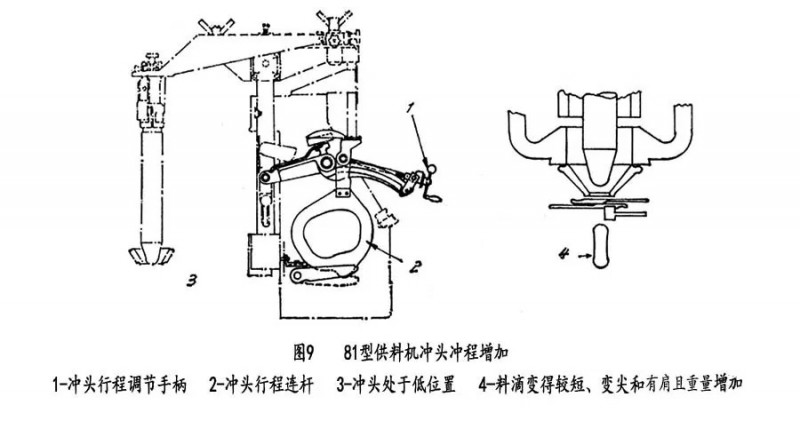
【關(guān)注點(diǎn)1】隨著沖頭沖程增加(如圖8、9所示):
1)沖頭的低位置仍保持不變;
2)料滴重量增加,因為由于增加沖頭行程的影響把較多的玻璃液被強(qiáng)行排出料碗流料孔;
3)料滴形狀變得較短、變尖且有肩,這是因為增加了沖頭的向上行程而對玻璃液的提引力增大。
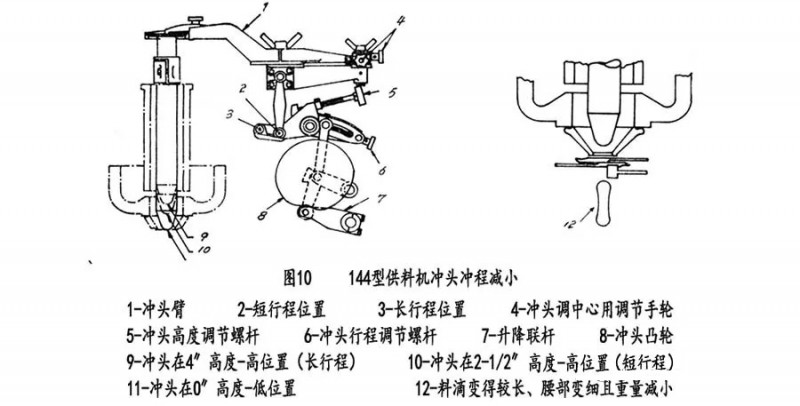
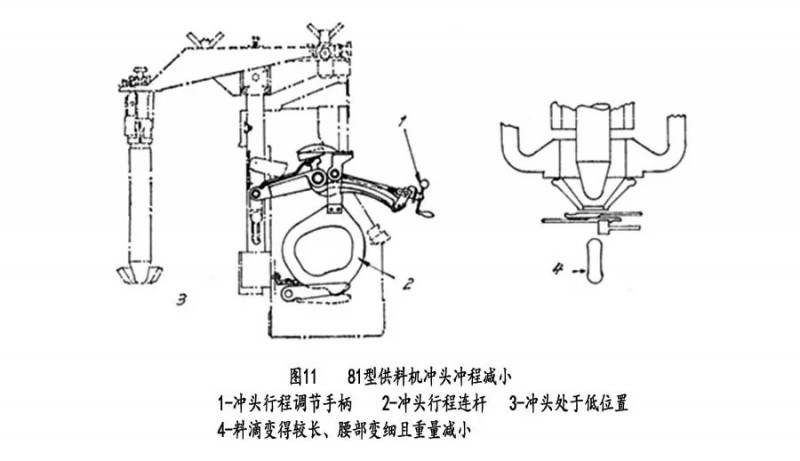
【關(guān)注點(diǎn)2】隨著沖頭沖程減少(如圖10、11所示):
1)沖頭的低位置仍保持不變;
2)料滴重量減小,這是因為由于沖頭行程減小的影響,使較少的玻璃液被強(qiáng)行排出料碗流料孔;
3)料滴變得較長且腰部變細(xì),這是因為減小了沖頭的動作而對玻璃液的提引力減小。
共0條 [查看全部] 相關(guān)評論












