一、抱鉗機(jī)構(gòu)的作用
支承初型模和成型模抱鉗,借助花鍵軸傳遞來的扭矩,驅(qū)動(dòng)初型模和成型模抱鉗的“開”和“關(guān)”。
此機(jī)構(gòu)包括兩個(gè)主要組件:
1 初型模夾鉗支承機(jī)構(gòu),參見圖13-1和圖13-2。
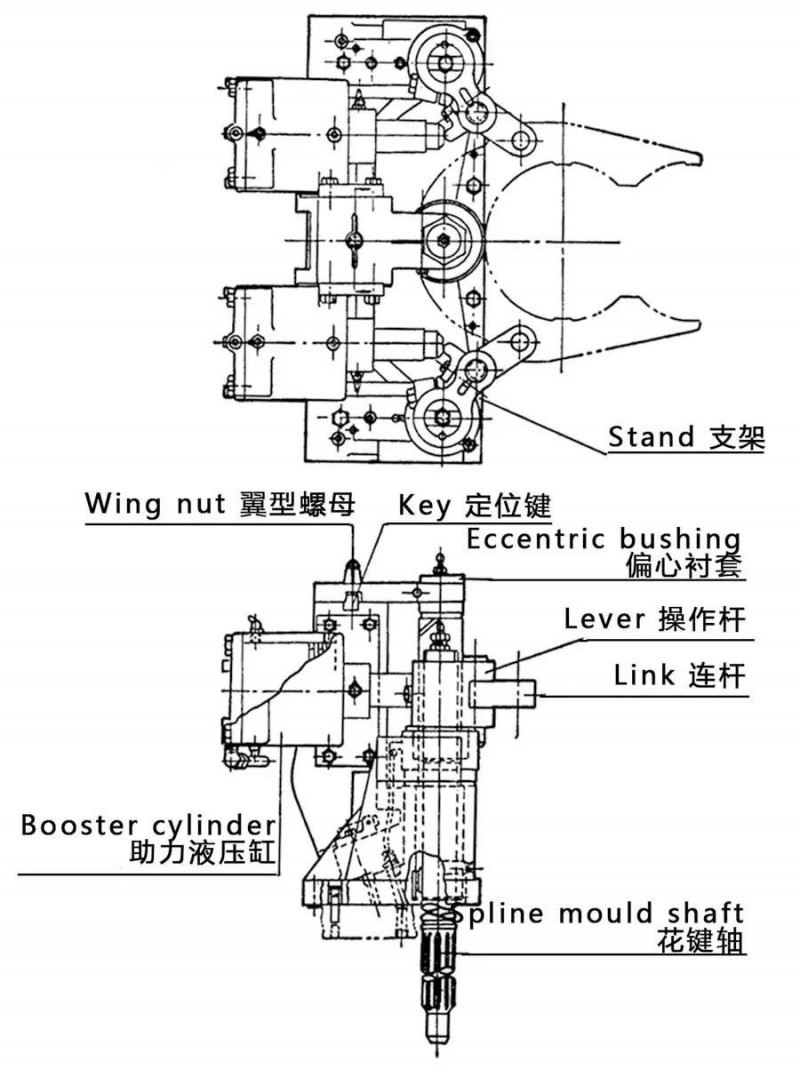
圖 13-1 初型模抱鉗支承機(jī)構(gòu)
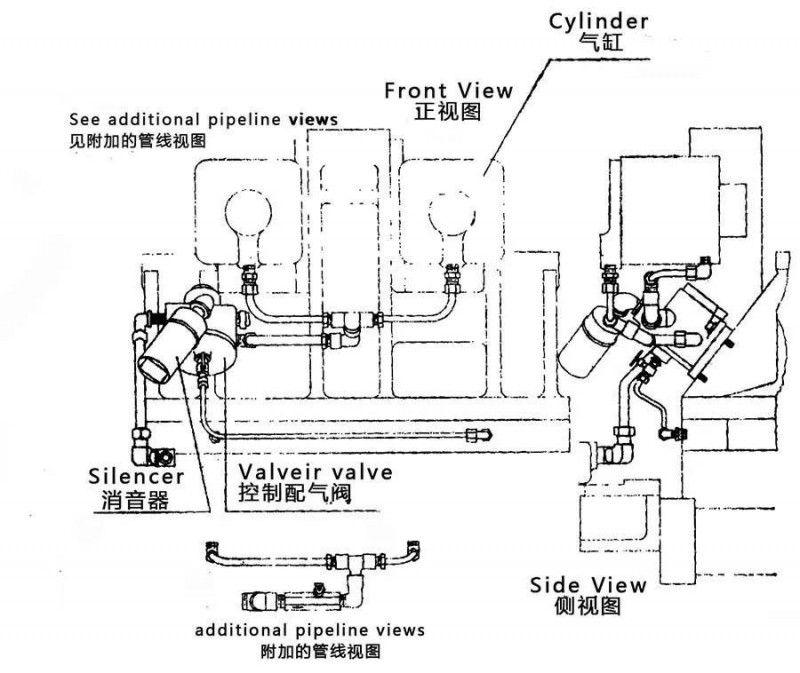
圖 13-2 初型模抱鉗支承機(jī)構(gòu)前視及側(cè)視圖
2 成型模夾鉗支承機(jī)構(gòu),參見圖13-3。
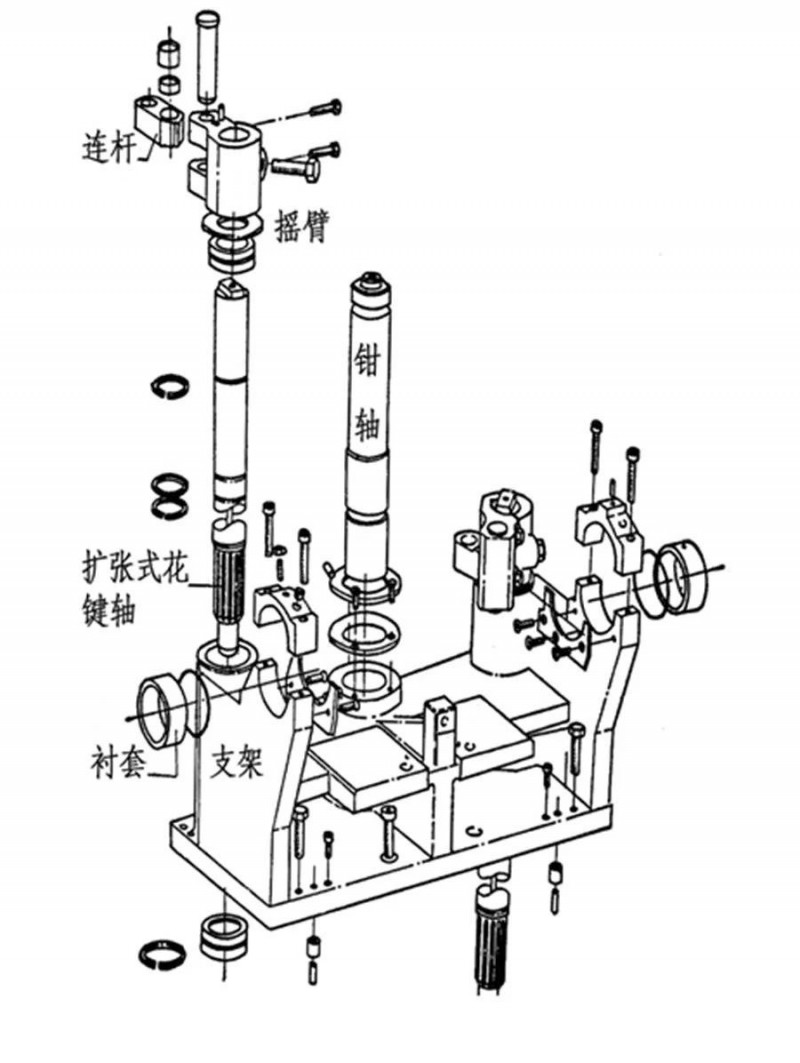
圖 13-3 成型模抱鉗支承機(jī)構(gòu)零件
二、主要組成零部件與工作原理
1、初型模抱鉗機(jī)構(gòu)
主要由支架、抱鉗、定位心軸、助力氣缸、配氣閥、聯(lián)桿、搖臂、花鍵軸等組成。整個(gè)機(jī)構(gòu)由六個(gè)內(nèi)六角螺絲固定在機(jī)組框架的頂板上,如圖13-1所示。
⑴ 初型模支架它是整個(gè)機(jī)構(gòu)的支承體,初型模抱鉗安裝在支架中間的定位心軸上,定位心軸和支架之間還裝有一塊固定板和偏心套,調(diào)節(jié)偏心套可保證定位心軸的垂直,防止機(jī)構(gòu)動(dòng)作時(shí)定位心軸彎曲變形。為了保證操作和維修的安全,在支架上還裝有護(hù)桿。另外,支架還充當(dāng)芯子機(jī)構(gòu)高度調(diào)節(jié)齒輪桿的定位點(diǎn)。
⑵ 初型模抱鉗隨設(shè)備廠家及機(jī)型的不同而產(chǎn)生差異,這里就Emhart公司1#和2#兩種規(guī)格進(jìn)行說明,各配有不同規(guī)格的嵌板、鉗板和夾板。EF型雙滴料行列式制瓶機(jī)1#抱鉗有模具外徑∮5-3/8"、寬1-1/2"和2-1/2"兩種規(guī)格的嵌板;2#抱鉗有模具外徑∮5-3/8"和∮6"兩種規(guī)格的鉗板和夾板。國產(chǎn)QS系列行列式制瓶機(jī)的1#抱模具抱鉗有模具外徑∮136mm、寬88和64mm兩種規(guī)格的嵌板;2#抱鉗有模具外徑∮136mm和∮152 mm兩種規(guī)格的鉗板和夾板,2#抱鉗的鉗板和夾板有三種裝配方式。選用1#和2#初型模抱鉗以及嵌板、鉗板和夾板的安裝方式均視產(chǎn)品重量、瓶身高度和外徑確定,裝配方法如圖13-4~13-6所示。
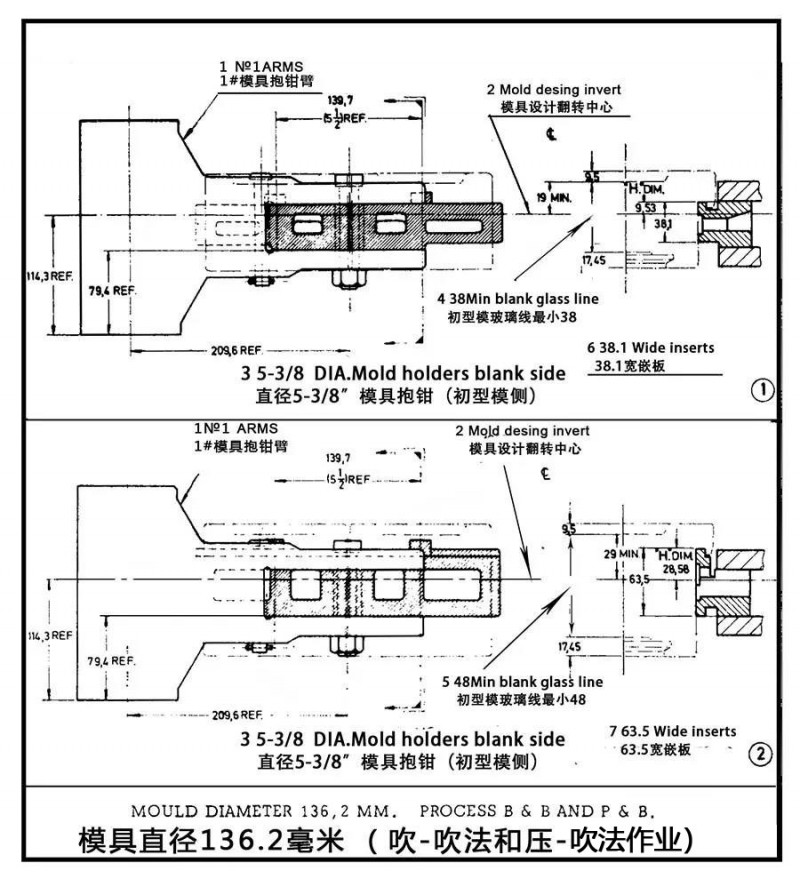
圖 13-4 使用l#模具抱鉗臂的初型模裝配組件
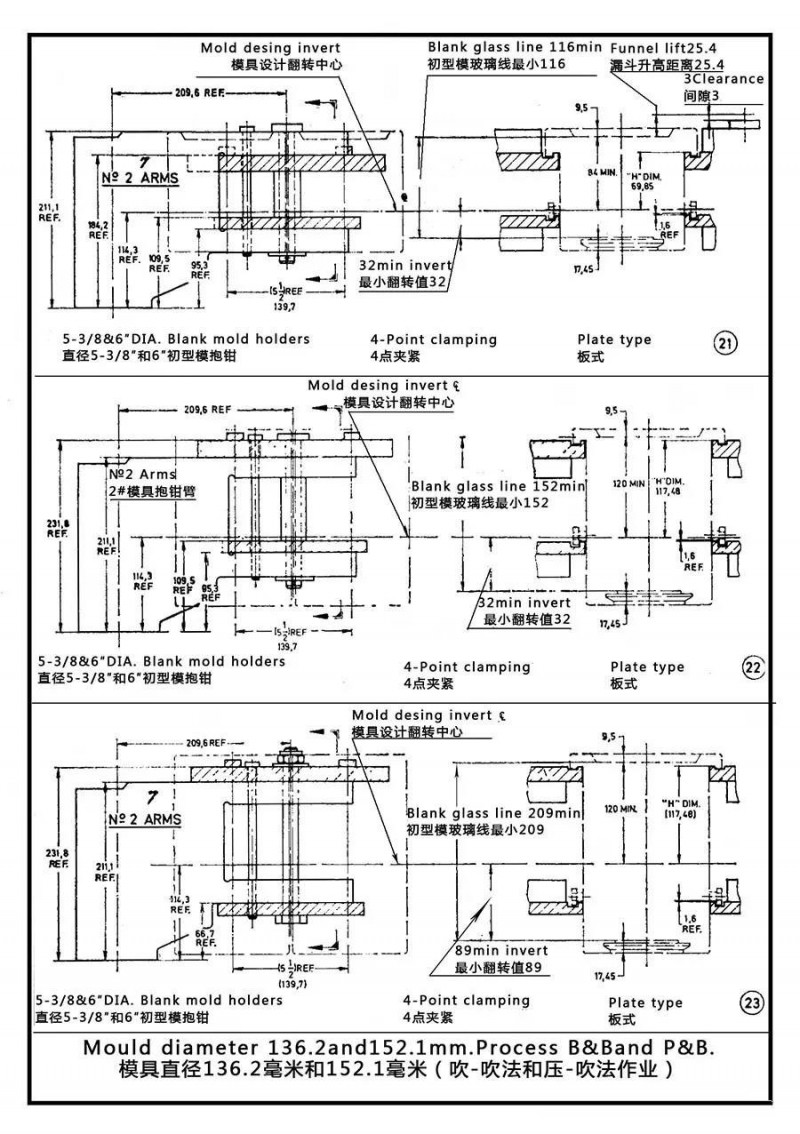
圖 13-5 使用2#模具抱鉗臂的初型模裝配組件(a)

圖 13-6 使用2#模具抱鉗臂的初型模裝配組件(b)
雙滴料初型模抱鉗與QD型行列式制瓶機(jī)的模具抱鉗相比充分顯示出其優(yōu)越性。首先,它的適用范圍較QD型制瓶機(jī)的模具抱鉗廣,只需調(diào)換嵌板或鉗板和夾板的裝配位置不同,即可滿足生產(chǎn)工藝要求;其二,減少抱鉗的規(guī)格品種。
⑶ 在初型模支架兩旁各裝有一個(gè)助力氣缸,其作用是增加初型模的夾緊力。助力氣缸為雙作用單出軸氣缸,雙向進(jìn)氣由一個(gè)配氣閥配氣,配氣閥的低壓操作空氣由閥箱氣室6#氣路上的壓蓋引出,配氣閥控制氣路由閥箱4#氣路引出,在引出的管路上有一個(gè)調(diào)節(jié)閥,以控制助力氣缸的配氣速度。氣缸兩端均無終點(diǎn)緩沖裝置,以配氣閥引至兩氣缸出桿端的驅(qū)動(dòng)氣路上設(shè)有一個(gè)調(diào)節(jié)閥,它既控制助力氣缸在活塞桿伸出時(shí)的排氣速度,又控制活塞桿縮回時(shí)的進(jìn)氣速度,從而達(dá)到雙向行程的控制,如圖13-2所示。
⑷ 初型模抱鉗的“開”和“關(guān)”由左右兩側(cè)的聯(lián)桿、搖臂和花鍵軸來帶動(dòng)。模具為兩瓣對開,分別裝在左、右抱鉗臂上的嵌板或鉗板和夾板上,并隨抱鉗運(yùn)動(dòng)。抱鉗以定位心軸為中心旋擺,開度為65°,結(jié)構(gòu)原理與QD型行列式制瓶機(jī)的初型模抱鉗機(jī)構(gòu)基本相同。不同之處有兩點(diǎn):①聯(lián)桿襯套采用滾針軸承;②鏈軸和花鏈軸套在長期操作運(yùn)轉(zhuǎn)過程中,由于磨損而產(chǎn)生間隙,使初型模的夾緊力下降,影響瓶子質(zhì)量,為了消除這個(gè)不利因素,機(jī)構(gòu)中采用助力氣缸來增強(qiáng)初型模的夾緊力。
2、 成型模抱鉗機(jī)構(gòu)
⑴ 結(jié)構(gòu)基本上與初型模抱鉗機(jī)構(gòu)相似,主要由支架、抱鉗、定位心軸、聯(lián)桿、搖臂、花鍵軸等組成。整個(gè)機(jī)構(gòu)也由六個(gè)螺絲固定在機(jī)組框架頂部。不同之處有:① 無助力氣缸;② 采用擴(kuò)張式花鍵軸;③ 機(jī)構(gòu)支架還支承口鉗機(jī)構(gòu)。
⑵ 成型模抱鉗機(jī)構(gòu)在長期操作運(yùn)轉(zhuǎn)過程中,其花鍵軸和花鍵軸套也會由于磨損而產(chǎn)生間隙,使成型模的夾緊力下降,但因成型模抱鉗機(jī)構(gòu)所在空間的位置限制,無法采用助力氣缸予以輔助,故采用擴(kuò)張式花鍵軸,通過調(diào)節(jié)花鍵軸頂部的調(diào)節(jié)螺絲,推動(dòng)調(diào)節(jié)桿向下伸入,使花鍵軸徑脹大,以使花鍵軸和花鍵軸套之間有良好的配合,保持成型模始終有良好的致密性和夾緊力(成型模抱鉗機(jī)構(gòu)如圖13-3所示)。
⑶ 成型模抱鉗也同樣有1#和2#之分,與初形模1#和2#抱鉗不可互換通用,這一點(diǎn)必須注意。EF型雙滴料行列式制瓶機(jī)的1#抱鉗有模具外徑∮5-3/8″、寬1-1/2″和2-1/2″兩種規(guī)格的嵌板;2#抱鉗有模具外徑∮5-3/8"和6"兩種規(guī)格的鉗板和夾板。國產(chǎn)QS系列制瓶機(jī)的1#抱鉗有模具外徑∮136 mm、寬38 mm和64 mm兩種規(guī)格的嵌板;2#抱鉗有模具外徑∮136 mm和∮152 mm兩種規(guī)格的鉗板和夾板,2#抱鉗的鉗板和夾板有四種安裝方式。1#抱鉗和2#抱鉗的嵌板、鉗板和夾板的安裝方式見圖13-7和13-8。
成型模也為兩瓣對開,分別安裝在左、右抱鉗臂的嵌板或鉗板和夾板上,并隨抱鉗運(yùn)動(dòng),成型模的開度為60°。圖13-7, 13-8。
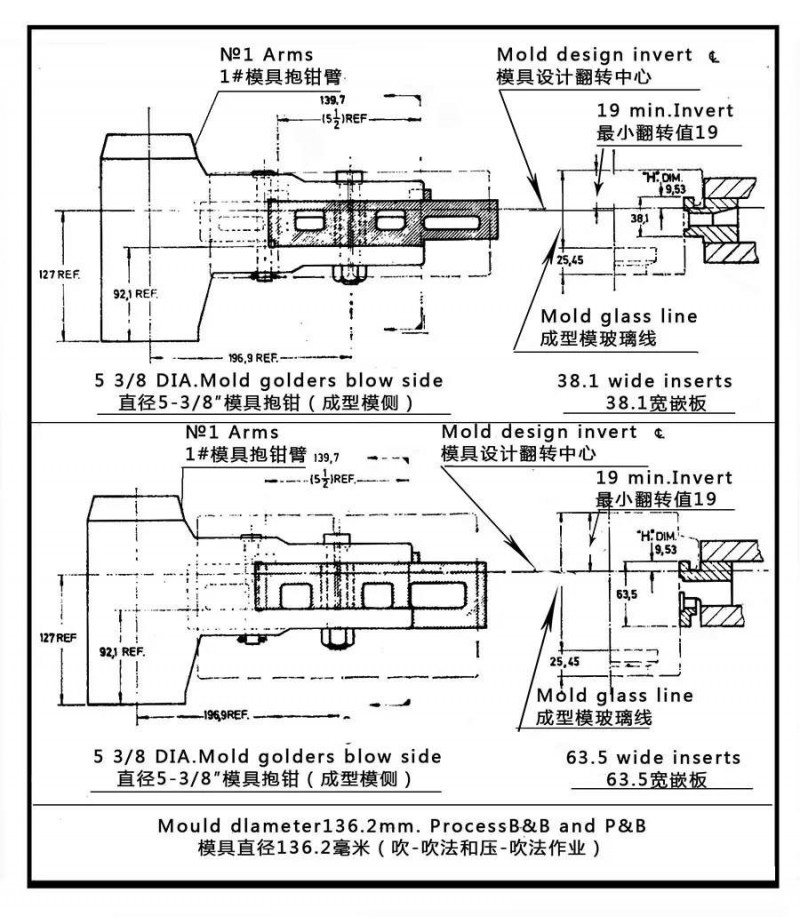
圖 13-7 使用1#模具抱鉗臂的成型模裝配組件
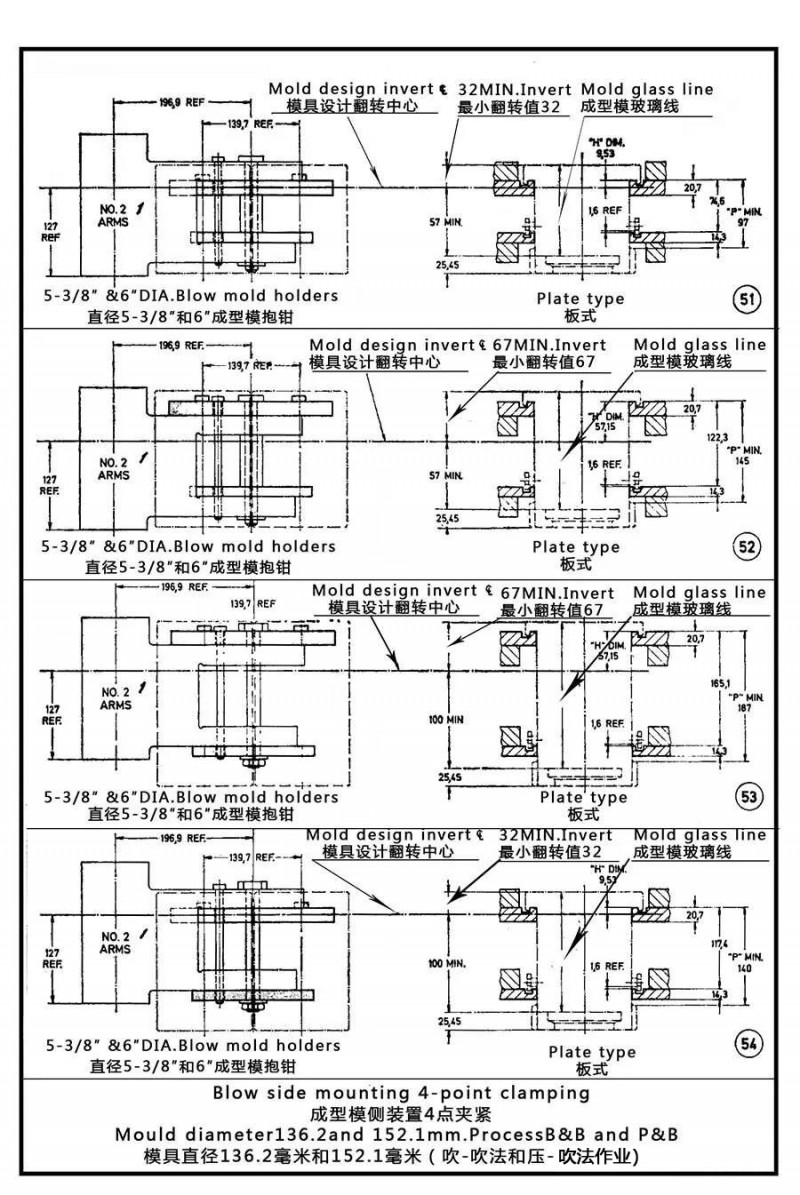
圖 13-8 使用2#模具抱鉗臂的成型模裝配組件
3、工作原理
初型模和成型模的兩瓣分別掛于左、右抱鉗臂的嵌板和夾板上,模具與嵌板或鉗板之間采用環(huán)形凸臺和定位塊的方式聯(lián)接和定位。在操作過程中,抱鉗的打開和關(guān)閉動(dòng)力來自初型模和成型模開關(guān)氣缸,通過聯(lián)桿機(jī)構(gòu)驅(qū)動(dòng)初型模和成型模抱鉗機(jī)構(gòu)的左、右花鍵軸轉(zhuǎn)動(dòng),從而帶動(dòng)左右搖臂、聯(lián)桿,使初型模和成型模抱鉗“開”和“關(guān)”,完成初型模和成型模的開關(guān)動(dòng)作。另外,當(dāng)初型模關(guān)閉后,1#氣路供氣,閥箱4#氣路同時(shí)被接通,套筒插入口模后,助力氣缸的配氣閥控制氣路同時(shí)工作,來自閥箱氣室的低壓操作空氣經(jīng)配氣閥進(jìn)入助力氣缸后腔,推動(dòng)活塞桿向前移動(dòng),使活塞桿前端支頂在搖臂的頂板上,保持初型模夾緊。在初型模打開前,閥箱4#氣路被切斷,套筒退出口模,同時(shí)助力氣缸的配氣閥閥芯在彈簧作用下復(fù)位,使來自閥箱氣室的低壓操作空氣經(jīng)配氣閥進(jìn)入助力氣缸前腔,推動(dòng)活塞桿向后移動(dòng),保證初型模能夠打開。
雙滴料模具抱鉗是插在模具支承機(jī)構(gòu)的鉸鏈銷上。雙滴料模具抱鉗包括有兩個(gè)鉸鏈臂,該臂支承著實(shí)際的抱鉗或鉗板。模具抱鉗臂的鉸接方式與單滴料模具抱鉗相同。每一鉗板用一個(gè)柱螺栓固定在抱鉗臂上,并允許鉗板繞此螺柱栓有些活動(dòng),使得在兩個(gè)模具上的閉合力達(dá)到完全的平衡。模具是卡裝在鉗板的圓柱表面,其上部的子口正放于鉗板的上部表面上。在鉗板上有一個(gè)方形鍵塊正卡在模具的缺口里,用來防止模具轉(zhuǎn)動(dòng)。
三、用于雙滴料的模具抱鉗
1、用途
用來支承雙滴料初型模和成型模,并且當(dāng)模子開和關(guān)時(shí),把模子保持在準(zhǔn)確位置。(圖13-9)。
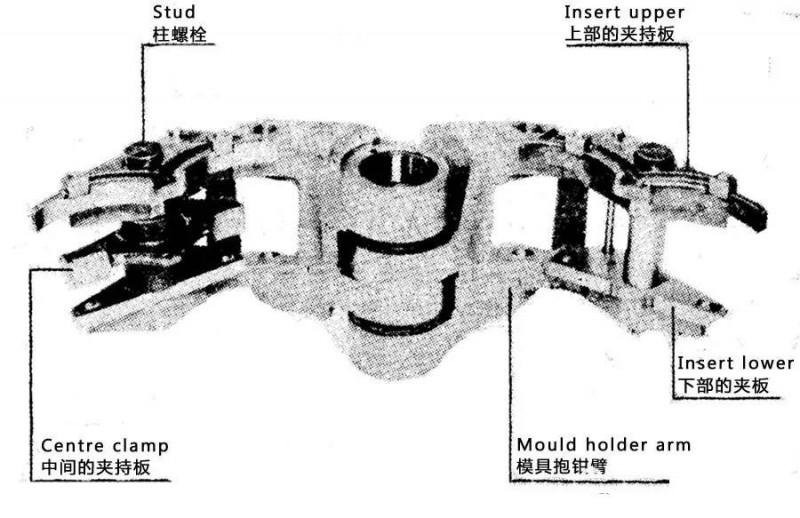
圖 13-9 2號模子夾鉗臂,裝有3點(diǎn)夾緊的夾持板
2、簡述
雙滴料模子夾鉗是插在模子支承機(jī)構(gòu)的鉸鏈銷上。雙滴料模子夾鉗包括有兩個(gè)鉸鏈臂,該臂支承著實(shí)際的夾鉗或夾持板。
模子夾鉗臂的鉸接方式與單滴料模子夾鉗相同。
每一夾持板用一個(gè)柱螺栓固定在夾鉗臂上,并允許夾持板繞此螺柱栓有些活動(dòng),使得在兩個(gè)模具上的閉合力達(dá)到完全的平衡。
模具是卡裝在夾板的圓柱表面,其上部的子口正放于夾持板的上部表面上。在夾持板上有一個(gè)方形鍵塊正卡在模子的缺口里,用來防止模子轉(zhuǎn)動(dòng)。
有兩種模具夾鉗臂,№1和Na2,初型模和成型模的夾鉗臂是不一樣的。
制有各種不同的夾持板和夾子,以適應(yīng)生產(chǎn)不同尺寸的瓶子時(shí)選用。圖13-4至圖13-8,示出各種不同的安裝方式。
此制瓶機(jī)可以使用4-1/4英寸中心距的模具,但需配用相應(yīng)的夾持板,圖13-10列出適用于4-1/4英寸中心距制瓶機(jī)的模子夾持板。
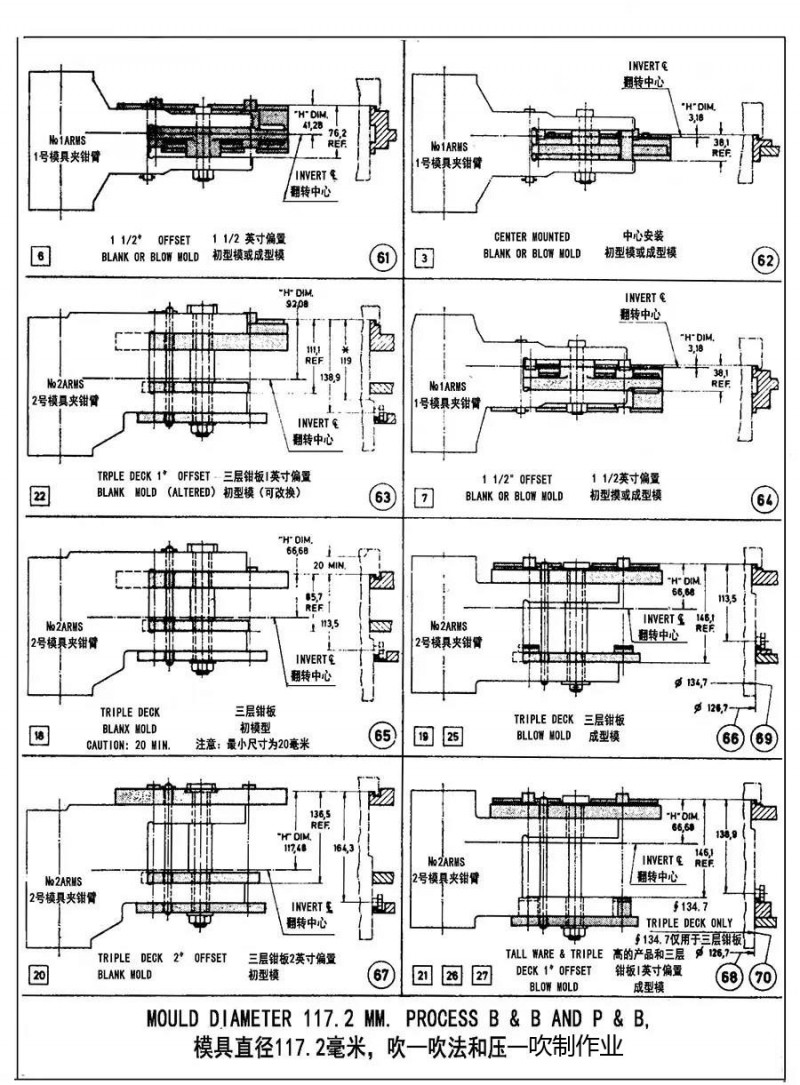
圖 13-10 采用4英寸中心距模子的模子夾鉗裝配組件
在安裝方式圖中,圓圈內(nèi)的編號是用于5-1/2英寸中心距制瓶機(jī)模具的安裝件;方框內(nèi)的編號是用于4-1/4英寸中心距制瓶機(jī)模具的安裝件。
四、抱鉗的維護(hù)
1 在每次更換產(chǎn)品或停機(jī)維修時(shí),應(yīng)當(dāng)把模具抱鉗從行列制瓶機(jī)缷下后清洗抱鉗上的模具定位表面;
2 檢查模具抱鉗的磨損及變形情況;
3 對抱鉗的校正.。
不論是初型模抱鉗還是成型模抱鉗都是在懸臂負(fù)重條件下的劇烈動(dòng)作,極易導(dǎo)致輕微變形。因此,對其的正確校正必須在專用工裝下規(guī)范的進(jìn)行。
五、潤滑系統(tǒng)
初型模和成型模抱鉗機(jī)構(gòu)的潤滑,主要由林肯潤滑供給系統(tǒng)接來的油管定時(shí)供油潤滑。
1 初型模抱鉗機(jī)構(gòu)l#潤滑油管接支架左面,潤滑花鍵軸上的滾針軸承。8#潤滑油管接支架中部,潤滑定位心軸和抱鉗。28#潤滑油管接支架右面,潤滑花鍵軸上的滾針軸承。助力氣缸活塞和襯套之間潤滑:壓注油嘴。
2 成型模抱鉗機(jī)構(gòu)19#潤滑油管接支架右面,潤滑花鍵軸上的滾針軸承。20#潤滑油管接支架中部,潤滑定位心軸和抱鉗。21#潤滑油管接支架左面,潤滑花鍵軸上的滾針軸承。












