在制瓶機增加機速時,為提高冷卻效果,一般我們均采取加大冷卻風(fēng)量,但有時其效果不太明顯。究其原因之一:因為制瓶機現(xiàn)使用成模都采用垂直模冷卻技術(shù),它的垂直模冷卻孔徑已設(shè)計好并在模具廠鉆成,因此它的冷卻通過的截面已定,冷卻風(fēng)的風(fēng)量再大也受到其截面的限制,所以單純加大風(fēng)量其冷卻效果并不能見效。如要適應(yīng)新機速,得要重新設(shè)計加工冷卻孔,這樣一套新模具其成本就十分可觀了。最近見Emhart Glass a Bucher公司的一技術(shù)報道[1]。該文章介紹了在成模垂直冷卻孔上端的出口孔,將這孔擴鉸大,由此成模的冷卻效果會得到改善。其原理與說明請見圖一。
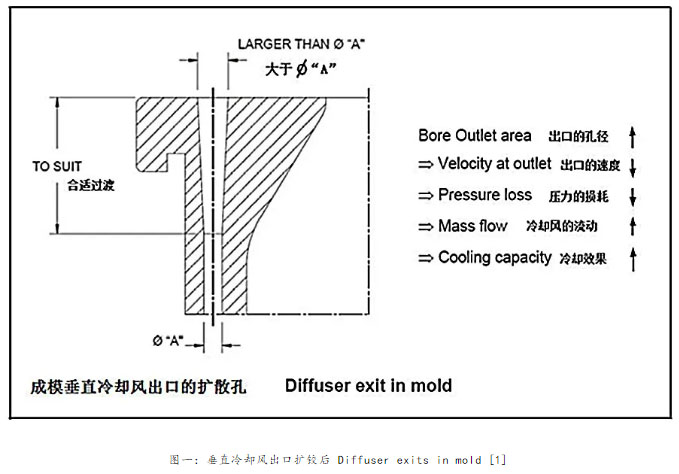
從圖一可知:垂直冷卻風(fēng)孔徑擴鉸增大后,其出口速度下降,冷卻風(fēng)的壓力下降,但冷卻風(fēng)的流速加快,最終它的成模冷卻效果也增強。根據(jù)該文章說明以及在實驗室里具體測量:
1.冷卻風(fēng)的流動加快15~30%,(the mass flow through the bore s increased by 15~30%)
2.成模冷卻風(fēng)流速增大,它的冷卻效果增強15~20%,(The higher mass flow in turn results in a 15~20% higher cooling capacity),
3.成模溫度下降20℃,(Diffuser exits gave a reduction in mold temperature of up to 20℃),
4.同時冷卻風(fēng)的壓力下降35~70%,可節(jié)約能源,(fan pressure can be reduced by 35~70% in order to save energy cost),
5.它還改善了水平方向的溫度均勻性,(will equalize the temperature profile),
6.該技術(shù)也可用于初模側(cè)(如果初模也采用垂直模冷卻裝置)。(apply for the InVertiFlow on the blank side)。
冷卻風(fēng)孔徑擴鉸后它們出口直徑的大小其測試對比結(jié)果如圖二。
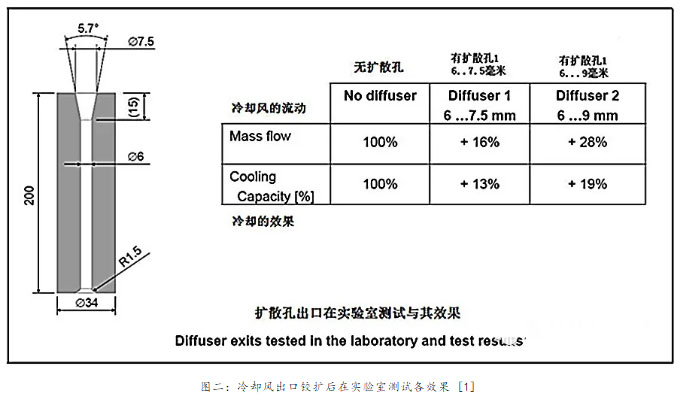
從圖二可知:垂直冷卻孔徑原設(shè)計、加工為6毫米直徑,如在其上端擴孔徑為7.5毫米,其冷卻風(fēng)的流速加快16%,模具冷卻效果增加到13%;如擴孔徑為9毫米,其冷卻風(fēng)的流速加快26%,模具冷卻效果增加達19%。
小結(jié)與聯(lián)想:
1. 如冷卻風(fēng)機不能提供足夠的冷卻風(fēng)風(fēng)量,那么擴散孔也不能達到模具冷卻的效果;
2. 冷卻風(fēng)出口孔徑擴鉸,它受到二個冷卻孔之間間距的限制,它們不能相互影響,在擴孔直徑時要注意此點,見圖三。

3.此技術(shù)改進加工方便,只需在孔徑出口深15毫米處擴鉸一擴散形即可(見圖二)、容易投產(chǎn)、基本無成本投入;
4.玻璃廠欲使用此項新技術(shù)時,望能分步擴孔,建議從6毫米到7毫米,7.5毫米,8毫米等逐步推進;
5.文章提供的冷卻效果等數(shù)據(jù)是在實驗室得出的,不能代替各玻璃工廠的實際情況,僅供參考;
6.在模具車間修復(fù)模具時,維修人員一般重點注意模具的內(nèi)腔尺寸以及各排氣孔的通暢,以前從未提及到垂直冷卻孔,閱讀理解該文章后聯(lián)想并建議,在維修模具時要將此冷卻孔的出口作一清潔維護工作,包括清除和處理該處的油灰、毛刺、塌陷、雜物以及粘連的玻璃屑等,它們會影響到冷卻孔的通風(fēng)的截面,必要時建議可將此孔刮一倒角。此建議不知妥否?
以上僅是個人對該英語技術(shù)文章的理解與想法,不妥之處望同仁們指正。












