第一節(jié) 料滴的形狀要求
由于制品形狀不同,為使裝料順利,料滴形狀應與初型模內腔形狀相似。料滴應當盡可能適宜吹制而又不產生缺陷。理想料滴的長度約是最大部的3~3.5倍,約初形模長度的70%,口部稍大頸部短的瓶子(初形模頸短)理想料滴其長度約是最大部的2~2.5倍。但是也不能說理想的料滴就能制造良好的瓶子,最終還是根據瓶子的實際情況再對料滴作適當調整。
吹一吹法生產理想料滴:與初型模內腔形狀相似的料滴。
壓一吹法生產理想料滴:圓柱體狀的料滴。
1 料滴形狀粗(短)時:料滴難以進入初型模內,因而容易產生皺紋、刷痕及口部不飽滿等缺陷。
2 料滴過于細長時:雖然料滴容易裝進初型模,但在初型模內不穩(wěn)定,易產生折痕,往往造成制品的裂紋、皺紋(橫向的冷皺紋)、油斑等缺陷。在料滴進行剪切時,料滴頭部在料碗外過多(料滴下落時頭部在外時間過長)使料滴前端過冷,常引起口部冷裂紋及偏厚。
3 ⑴ 料滴形狀與料溫有密切關系,因而料滴溫度變化時,料滴形狀也隨之變化,故溫度升高,料形細長,降低時料形短粗。
⑵ 料形由在操作中不易變化和可以調節(jié)的因素而確定,如料碗(Orifice)、勻料筒(tube)、沖頭凸輪(plunger cam)、剪刀凸輪(shear cam)的形狀尺寸等,而可以調整的因素如沖頭行程(Plunger stroke)、沖頭位置(planger position)以及凸輪的相位差等這些因素。
第二節(jié) 料滴的形成過程
1沖頭加速上升行程將料碗下部的玻璃吸入料碗,產生料滴頭部的形狀。此時流料孔處的玻璃液被拉長,直徑變細,由剪刀剪切成單個料滴。
2 沖頭勻速行程控制料滴的頸部形狀。
3 沖頭處于上死點不動的情況下形成了料滴的中間部位,由于沖頭凸輪使沖頭上死點不運動,料滴僅僅因自重而延伸從料碗孔中緩慢流出。
4 沖頭緩慢下沖的行程料滴繼續(xù)延伸,并在沖頭作用下玻璃液被沖擠出料碗孔。
5 沖頭加速下沖的行程,快速擠出玻璃形成料滴的尾部。
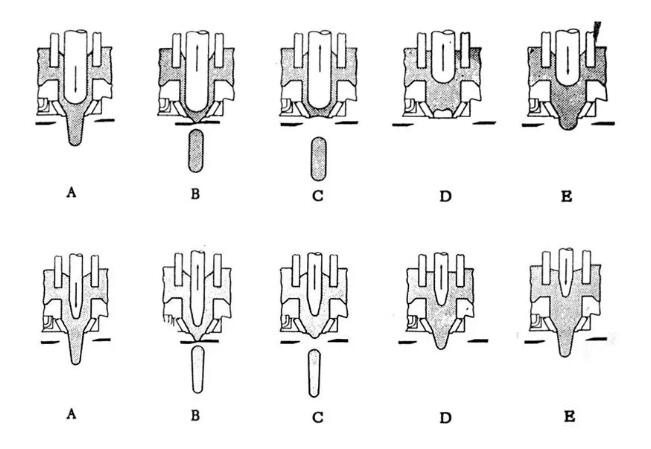
圖19 供料機產生料滴工作圖
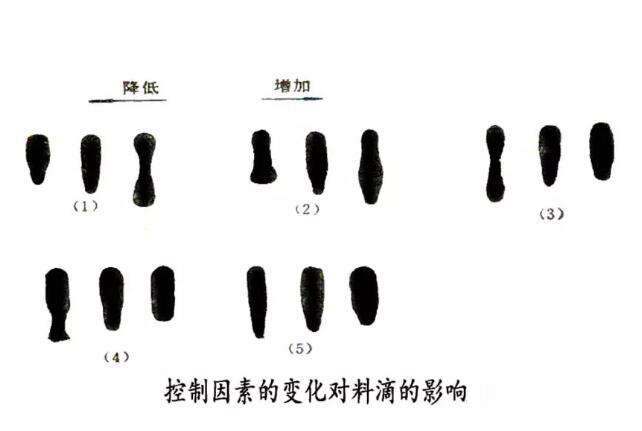
圖20 控制因素的變化對料滴的影響
圖中(1) 玻璃液溫度、供料機周期時間、勻料筒高度及沖頭高度的變化對料型和料重的影響;(2)當料重不變時,沖頭與剪刀動作的時間間隔變化對料形影響;(3) 沖頭行程、沖頭直徑變化對料形和料重的影響;(4) 當料重不變時,剪刀高度的變化對料滴的影響;(5) 落料孔徑的變化對料形和料重的影響。
第三節(jié) 影響料形的主要因素
①料滴的溫度;②料碗尺寸;③相位差;④沖頭行程;⑤沖頭高度;⑥料筒高度;⑦剪刀高度;⑧沖頭形狀;⑨機速;⑩沖頭凸輪的形狀;?QD剪刀凸輪的角度;
?料盆的形狀和大??;?)轉簡直徑的大小;?剪刀的角度;?剪刀搭接量。
其中影響料滴的五大因素是:轉筒高度、沖頭高度、沖頭行程、剪刀高度、相位差。
一 料滴溫度
玻璃料滴溫度的高低直接決定料滴形狀的優(yōu)劣。故適合成型的料滴溫度常常作為首要調整的工藝參數,只有確定并將料滴溫度調整到位,其它影響料滴的參數方可一一調整。玻璃溫度由于供料道的調節(jié)而變化,玻璃的粘度也隨之而變化,從而使料滴形狀受到影響。料滴溫度一般依據制品重量、料碗口徑、機速高低、玻璃本身的操作范圍及成型需要確定一個適當的值,為使工藝穩(wěn)定,在提高機速時,一般應盡可能使設定溫度低一些好。
料滴溫度以1100℃~1150℃(0.P.遠紅外測溫數據)較為適合成型。制品重量大的應適合降低,反之適當增加。
1 料溫過高時:由于此時機構調節(jié)的作用不大而使料形細長,此外初型、初型模、成型模的溫度提高會產生制品的各種變形,過熱的斑紋的缺陷。玻璃粘度減小,通過勻料筒、沖頭的下部流出的玻璃流量增大,由于玻璃粘度小,沖頭對玻璃的粘附作用減少,使料形細長而且中部容易變細。
2 料溫過低時:料滴短粗,剪刀剪切不良,料形難以調整,由于料溫低,使初型及制品的溫度也低,產生吹制不飽滿及冷裂的缺陷。玻璃粘度增大,從勻料筒下部流出的玻璃流量減小。因而在沖頭的上升行程中對玻璃的拉引作用強烈,料滴因自重作用的下垂量小,在沖頭下降行程中玻璃被猛然沖擠出來,其結果使料滴變短,成為寬肩的短粗形狀。
料溫變化對各種吹制條件影響較大,因而當溫度變化時,應注意調整料滴形狀和模具冷卻等。
二 料滴重量
料重由制品規(guī)格確定,由于容量的要求,應嚴格遵守料重的標準要求。
1 料重改變時:容量偏小或偏大,成為不合格制品,此外還會產生薄底、底裂、口部不平等缺陷。
2 要得到規(guī)格重量的制品,必須嚴格遵守規(guī)格的稱量次數。
另外應注意供料道溫度變化、勻料筒的磨損狀況,產生變化時必須增加稱量次數。
三 機速
機速受成形機生產能力及模具設計等等的限制。機速變化時沖頭、剪刀的動作也隨之改變,這些都直接影響到料滴的形狀,變更機速時應注意相應對料形予以調整。
1 機速增加時:沖頭、剪刀的動作加快,在其它條件不變的情況下,由料碗擠出的玻璃量減少,料形變短變粗。
2 機速降低時:沖頭剪刀的動作減慢,在其它條件不變的情況下,由料碗擠出的玻璃量增加,料滴則變長變細,呈狗骨形,與料溫提高時的情況一樣。
四 料碗直徑
當同時考慮制品種類、重量、機速、初型模內腔直徑及形狀,吹制周期時才可以確定料碗口徑,在考慮到上述條件時,大口壓一吹料碗口徑盡可能大一些為好,以使得在供料道溫度降低時,可以保持生產基本上穩(wěn)定。
吹一吹法在夠料的情況下盡可能取小一些以利于裝料。壓一吹法時料碗直徑略大于使用吹一吹法,小口壓一吹法的料碗直徑比上述兩者還要小些。
1大口徑料碗:使料形短粗且料重增加。此時盡管料溫降低還可以向成型機提供同樣料重的玻璃料滴。
2小口徑料碗:這時料形細長,而且因為難以達到料重要求,必須提高料溫,容易造成工藝上不穩(wěn)定。但對料碗選擇應特別考慮到制品種類,初型模內腔直徑及形狀。
⑴ 吹吹法料碗直徑(mm):重量×0.041+34(重量單位:g)
⑵ 壓吹法料碗直徑(mm):重量×0.055+36料碗直徑;選用過大,料形過于粗短,不利于入料;直徑過小則料形過于細長,易造成落料紋缺陷。
一般情況下,料碗的更換隨更換品種時更換,較長對間生產同一產品時,考慮料碗的磨損,粘土或硅線石料碗需要一個月更換一次,Cr33料碗可三個月?lián)Q一次。
五 沖頭行程
扭動調整手柄,沖頭動作的下死點保持其原位置,而上死點變化,行程變化改變料形,一般可用于改變料滴重量(大?。?。
沖頭行程控制料形的長度。
沖頭行程大,獲得的料形總體較長,反之則短。機速較高時,行程相應減少,以減輕供料機的震動。欲獲得比較理想的料形以其它方法調整補救。
1 行程增大時:這時沖頭的上死點高,對玻璃的拉引、擠出的作用增大,因此料滴呈短粗、頭部尖細、尾部寬大的形狀(此時料重增大)。
2 行程減少時:這時沖頭動作的上死點低,對玻璃的拉引擠出作用小,因而料形因重力延伸作用顯示出來,使料滴呈細長的狗骨形狀(此時料重減少)。一般重量瓶設定的行程大,輕量瓶的行程小。
大行程調整范圍為50mm~l00mm(不宜超過75mm),短行程為30mm~60mm。沖頭行程一般控制在30~50mm之間。
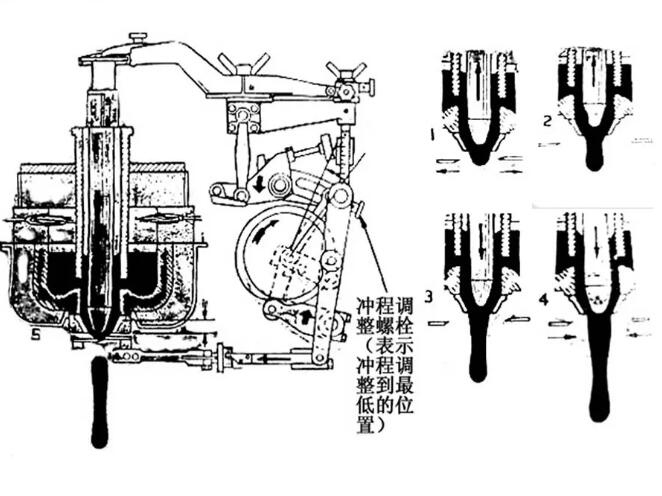
圖21 供料機產生兩頭粗、中間細型料滴工作圖
圖22 供料機產生頭粗-底尖型料滴工作圖
六 沖頭高度
沖頭高度控制料滴的粗細。沖頭過高時,因沖頭遠離料碗而吸不住料,料滴頭部過大;沖頭過低時,因料滴偏離料碗流出,有料尖但后半部粗;沖頭太低時,因玻璃料被吸入較大,形成不了料尖。
扭動調節(jié)手柄的話,沖頭動作的下死點改變,使料形改變,一般使料滴頭部形狀變化。
1 沖頭位置升高時:此時因為沖頭動作的下死點提高,玻璃的流量增大而沖頭對玻璃的拉引作用小,使料滴形狀變長而且中間細、呈狗骨形。
2 沖頭位置低時:這時沖頭動作的下死點低、玻璃流量小,對玻璃拉引作用強烈,使料形變短,頭部尖細,尾部較寬。沖頭的位置與沖頭行程、勻料筒高度,玻璃溫度有相關的關系,行程大、勻料筒高度低、料溫低時,沖頭位置的作用就增大,一般設定在距離料碗1″左右(20~30mm)時工藝要穩(wěn)定一些。
圖23 供料機產生兩頭粗型料滴工作圖
圖24 供料機產生兩頭尖型料滴工作圖
七 沖頭直徑及形狀
沖頭形狀的差異主要在其端部,中間一般為圓柱形,端部形狀有尖頭型,標準弧型,半圓頭型,偏心型(一般用于雙滴和多滴生產)。根據生產實際情況選用,例:當窯爐出料量受到限制,雙滴機改為單滴生產,因料盆內玻璃液溫度較高,故選用半圓型沖頭,以利于吸料。此時往往選用直徑較大的沖頭。
沖頭的直徑因單滴、雙滴、三滴料而各不相同。最粗的沖頭直徑可達200mm,因沖頭是硅線石材料制成,過細容易在運動中折斷,雙滴料一般選用57mm直徑的沖頭,單滴料一般選用75~80mm直徑的沖頭。由于沖頭的直徑及頭部形狀影響對玻璃的拉引及擠出作用,從而也影響料滴的形狀:
沖頭直徑大,沖頭在玻璃中具有較大的表面積,對玻璃具有較大的拉引與擠出作用,使料滴頭部呈圓球狀,料形粗短;沖頭直徑小,這時沖頭在玻璃中表面積小,吸料小,料形細長。
沖頭的長度依供料機的類型不同各有特定要求。沖頭端部磨損程度達到10%時,因考慮予以更換,一般情況下的更換周期為四至六個月。
圖25 勻料筒、泥芯、泥碗、泥盆、剪料工作圖
八 勻料筒(又稱泥筒)的安裝高度
勻料筒的旋轉使料盆內的玻璃液趨于均勻,而且勻料筒的高度直接決定了料滴的重量。勻料筒旋轉的方向一般為順時針,特別情況下,也可為逆時針旋轉。特別應該注意的是不要輕易改變勻料筒的旋轉方向,否則極易造成料重失調。
通常控制勻料筒的轉速為6~12轉/分,轉速過低,不利于勻化玻璃液;過高,不僅會拉動勻料筒周圍的硬玻璃,而且加大了勻料筒的磨損,對其傳動機構也有不利影響。
勻料筒的直徑一般是200、250、300mm,小型供料機的勻料簡直徑會小一些(180mm)。生產中常規(guī)定4~8個月更換一次勻料筒,以保證料滴重量的有效控制。
調整勻料筒升降機構的手柄,使料盆與料筒間的間隙改變,從而由勻料筒下方流出的玻璃量發(fā)生變化,對料滴形狀也產生影響,一般情況下對料形影響不太大,主要用于調整料重。
1 勻料筒位置較高時:這時有較多的玻璃流過勻料筒下部,然后從料碗流出,使料滴變重、料形變長,容易形成中部較細的狗骨形。當勻料筒位置過高時,難以形成料滴。
均料筒其高度最好在離料盆內表面1″(25mm)左右的高度為宜。
2勻料筒位置低時:這時由勻料筒下部流出的玻璃少,其結果使料重減少,料形變短。
勻料筒的回轉作用是為了攪拌玻璃液,但這種攪拌并不能完全解決玻璃液溫度的不均勻性。
適宜的均料筒回轉速度將能把玻璃液中粗大的條紋攪碎成細小條紋,而少許細小條紋對制品一般沒有太大的影響,是允許的。因此選擇合適的均料筒速度對提高生產有明顯的現實意義。但是,提高玻璃液溫度均勻性的工作主要仍是靠供料槽和料盆中加熱或冷卻,而不要依賴于勻料筒(即使不斷提高料簡的轉速也不能完全解決問題,并且還可能產生新的困難,容易夾帶氣泡或翻起盆底贓物)。
選擇勻料筒的轉速應與玻璃溫度、料簡直徑等有關,較高溫度的玻璃液可以選用高一些轉速,料簡直徑較大則應選用低一些轉速。
九 沖剪差(沖剪相位)
機械式供料機由沖剪相位(也稱沖剪差)來控制沖頭凸輪和剪刀凸輪運動的時間差,以達到控制料形的目的。伺服化供料機則分別調整沖頭相位、剪刀相位以達成料形控制。
沖頭凸輪的位置可以在停機時做粗略的調整安裝,而且與剪刀剪切的相位差,老式供料機在不停機的情況下可做13°的微細調整,530和910供料機可作360°調整,主要用于料滴前半部位形狀的調節(jié)。
1 當差動裝置使沖頭凸輪的相位超前時,沖頭動作與剪刀剪切動作相位差增大。此時沖頭已經完全上升并將玻璃完全拉入料碗內,即料滴的縮頸部位已接近進入料碗。在這個縮頸置剪刀剪切,其結果使料滴前端變細,圓柱體部位變粗,總體看料滴變長。
2 沖頭凸輪或差動裝置相位推后時沖頭動作和剪刀剪切的相位相近,沖頭拉引玻璃還較少時,剪刀進行剪切,這樣料滴前端變粗,料滴變短,極端情況下料滴前端會滯留在剪刀片上,使料滴的頭部呈骨關節(jié)形狀。
注:⑴ 所謂沖頭凸輪相位是指沖頭凸輪對剪刀凸輪零度的偏差,一般以沖頭凸輪超前約300的相位位置為標準。
⑵ 老式供料機差動調節(jié)只能在其上限或下限附近進行調整時,操作范圍很狹窄,因此按照使差動調節(jié)處于中間位置的狀態(tài)來確定沖頭凸輪的相位位置。
機速增加時,由于料形變短粗,沖剪相位要相應增加,反之亦然。
十 剪刀高度
剪刀高度決定了剪刀片離料碗孔的距離,過高,改變剪刀高度以改變料形是一種有效的方法,但不要輕易使用。
一般用剪刀高度的變化調整料滴前端的形狀和長度。適宜的剪刀高度在20~30mm之間。
1 剪刀位置高時:則易造成剪切障礙,且料尖易變平。剪切以后在料碗下部仍殘留的玻璃料頭部短,沖頭上升時由于沖頭對玻璃的拉引作用使這部分玻璃吸入到料盆內,溫度升高后又流出料碗口,當沖頭下沖時這部分玻璃又被擠出并成為料滴的頭部,由此可知僅僅只是被吸入料盆內的那部分玻璃形成料滴頭部較短小的形狀。
2 剪刀位置低時:剪刀剪切后料碗下部殘留的玻璃料頭部較長,當沖頭上升時被吸入料盆的玻璃較少,極端情況下由于自重作用會下垂拉長,因此使料滴頭部形狀變長。部分玻璃料不能被吸入料碗,造成同一料滴上下產生溫差。
注:剪刀位置過低進行剪切時,玻璃料會落在剪刀刃上,使料滴頭部擠成如蘑菇形狀,而且此時料滴的總體被拉伸而變長。
十一 剪刀形狀
剪刀形狀適當,可獲得質量高的料滴,又可避免剪刀印。剪刀以其中心角的大小分類:有75º和85º剪刀兩種,按其中心圓的半徑有:
R4.5,R15,R22等各種規(guī)格。單滴生產選用75º剪刀,重量較大時選用850剪刀;雙滴生產時選用75º剪刀,兩者的中心圓的半徑一般均為R4.5。剪刀的重疊量一般調整為1.5~3mm,不同的供料機和剪切方式要求不一致。
圖26 供料機剪刀的部分規(guī)格形狀
剪刀選定后,經研磨剪刀片,在剪刀校驗臺上校正。
校正時遵循下列原則:
1兩剪刀片間隙在0.01~0.03mm,前后高度一致,允許前面高不大于0.10mm,前面低不大于0.05mm。
2剪刀刃口與固定孔必須處于同一中心線,允許偏差不大于0.20mm。
剪刀的更換周期定為15~20天,視磨損程度縮短或延長更換時間。
十二 沖頭凸輪與料滴形狀的關系
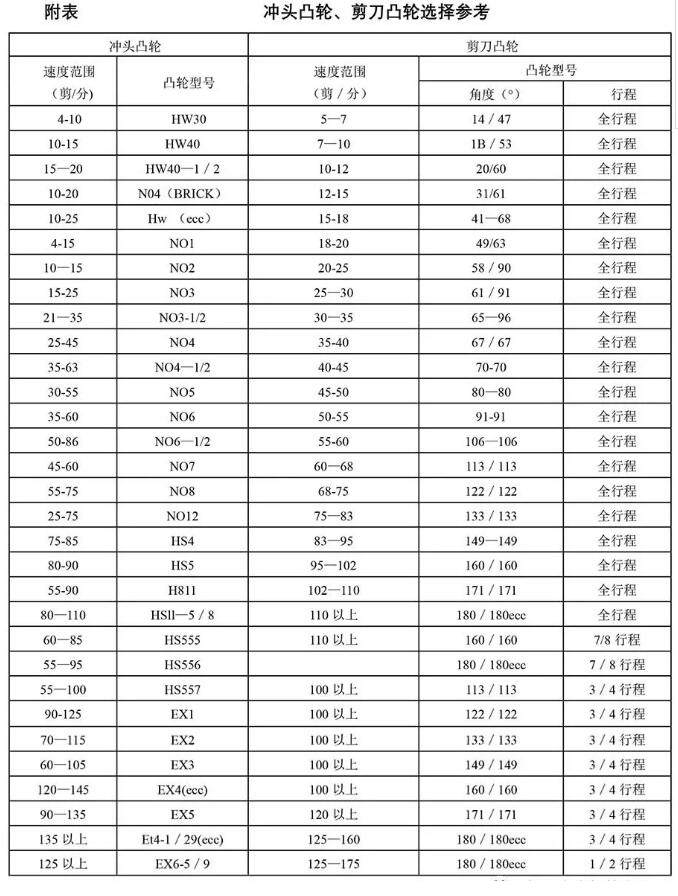
沖頭凸輪決定了料滴形狀的各個縱向部分,又因成型機速的不同有著不同的種類及曲線,從4剪/分到更高的機速有31種不同的凸輪適應不同的機速范圍(參見附表)。
隨著滴料式供料機的伺服化,有更多的沖頭凸輪曲線可任意設計或選擇,極大地滿足了料滴制作的需要。分析各種沖頭凸輪曲線不難看出,機速越低,其沖頭處于急速上升階段的角度范圍就越大,沖頭處于平緩上升階段的角度范圍就越小甚至幾乎消失,沖頭處于急速下降階段的角度范圍就越??;機速越高的情況下則出現相反的趨勢。
沖頭凸輪的運動可分五個過程:
A沖頭吸入開始,沖頭加速上升行程產生料滴頭部的形狀。
B沖頭吸入過程中;沖頭勻速行程控制料滴的頸部形狀。
C自重時間,沖頭處于上死點不動的情況下形成了料滴的中間部位,由于沖頭凸輪使沖頭上死點不運動,料滴僅僅因自重而延伸。
D沖料開始及下降過程中;沖頭緩慢下沖的行程料滴始終繼續(xù)延伸。
E沖料結束,沖頭加速下沖的行程,快速擠出玻璃形成料滴的尾部。
這五個過程在一個料滴形成周期決定了料滴從頭部至尾部五個部分的形狀,如圖所示。
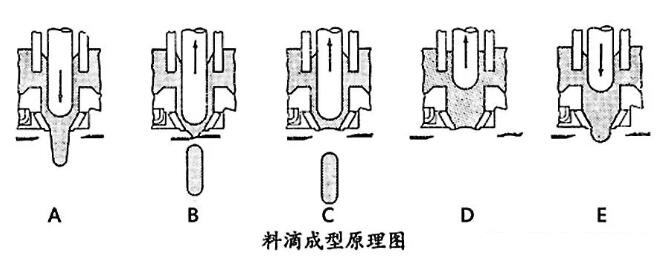
圖27 料滴成型原理圖
十三 剪刀凸輪及其曲線
剪刀凸輪與沖頭凸輪的運動方向因供料機的結構不同可以相同方向也可以相反方向旋轉,剪刀凸輪及其曲線與沖頭凸輪相類似,也是與不同的機速范圍相適應的,并且種類不同的供料機和類型各異的玻璃瓶也決定了剪刀凸輪的選擇是不固定的(參見附表)。但剪刀凸輪控制剪刀張開與閉合的速度,通常以開角、關角表示。機速較低時,開角與關角的差值較大,最大差值為400;機速較高時,開角與關角相同。
剪刀凸輪的行程有四種,分別為:
1/2,3/4,7/8行程和滿程。剪刀張開的遲早決定了料尖的形狀,同時影響料形的長短。
剪刀凸輪的形狀,決定了剪刀剪切料滴時的速度以及剪切后兩剪刀離開的速度,因而剪刀凸輪形狀與機速有密切關系,在選擇剪刀凸輪時應對照機速來選擇。一般剪刀凸輪以剪切閉合的角度表示。
每一個剪刀凸輪都有等加速,等減速運動,選用原則是希望獲得迅速的剪切動作,留下盡可能小的剪刀印,且不使機構產生強烈振動,小角度適合低機速,否則高機速時會導致滾輪脫離凸輪,使動作不穩(wěn)定,大角度,張開角度大適合于高機速,使動作平穩(wěn)不抖動。
剪刀機構中還需注意剪刀片掩閉程度,掩閉不足使剪料不凈,會留下明顯的剪刀痕,掩閉過大,增加剪刀片磨損。一般在操作中將掩閉程度控制在1.3~3毫米之間。剪刀片接觸的松緊程度也會影響料滴質量,兩剪刀片接觸調得太緊,刀片間摩擦加劇,刃口很快就會變鈍,且可能產生剪切不斷;調得太松也會造成不良的切口,甚至料滴尾部出現玻璃細絲。
只要剪刀處于工作中,剪刀冷卻就不可中斷,并且冷卻水的調節(jié)還須注意適量。冷卻不足固然會使剪刀片發(fā)燙以致退火,而冷卻水過量也會帶來壞處,冷卻水流調得太大太急,常會噴到落料孔附近,引起料碗和料滴的冷卻,給生產帶來不利的影響。
十四 勻料筒與泥盆的工藝匹配
對于薄壁吹制玻璃瓶坯,要求玻璃液的均勻度特別高,一旦出玻璃窯爐的玻璃液出現麻泡、麻點、條紋等玻璃液的熔化與均化質量問題時,最后一道工藝把關就只能是供料機的配置與工藝操作控制了。
對于玻璃液料重較大的玻璃液,一般選擇較大的供料機,如D41-661V型供料機,供料機泥盆的底面安裝高度可以比供料道底部低20至40mm,目的是增加泥盆的玻璃液容量,在同等的均料筒作用下達到增加玻璃液的均化量。
勻料筒的深度、直徑大小及厚度對玻璃液的均化起到一定的作用,只要能夠滿足出料量的需要,一般情況下對均料筒的外形盡可能取較大值,這樣可以保證同等條件下泥盆內玻璃液的均化。
泥盆的深度一般根據生產工藝要求進行調整,當出料量較小時,泥盆的深度可以降低,反之,應適當加大泥盆深度;運轉時均料筒底部與泥盆底部的間隙在保證玻璃液的流量時,應盡可能小一點,經驗表明:這個間隙控制在30mm左右時,出泥盆的玻璃液的均化效果較好,同時玻璃液的操作溫度在滿足吹制工藝的前提下,盡可能提供2℃至6℃,這樣也能提供泥盆內玻璃液的均化效率。
玻璃液的供料工藝是一項比較復雜的操作工藝,它的工藝操作參數是動態(tài)的,影響它的因素較多,作為工藝操作管理者應該根據具體的生產實際情況進行隨時調整。

圖28 供料機用料碗(又稱泥碗)
第四節(jié) 料滴制作的關鍵點
1 準備工作一一料滴制作通常在更換品種時進行,故障停機后恢復生產的情況也不少見。因此,做好準備工作對制作理想的料滴形狀是必須的。主要有:根據即將更換的產品的重量、可能生產的機速,進行沖頭凸輪、剪刀凸輪、料碗直徑及沖頭、剪刀、勻料筒(主要是按工藝標準進行調整)的選擇。
2 玻璃料滴溫度的準確設定和調整,及時地調整供料道各區(qū)的設定溫度,以最短的時間穩(wěn)定溫度參數。
3 確定適合初型模內腔形狀的料滴形狀,以便有的放矢。
4 更換勻料筒、沖頭、料碗等耐火材料時,保證各部件中心位置。確認剪刀己調整良好并準確安裝于剪刀支架。
5 確認供料機各標尺、刻度處于良好狀態(tài),如果可供參考的標尺處于異常則失去準確的依據。
6 調整料滴形狀需要根據目前的料滴形狀實施有效的方法,當一種調整方法被應用后,應觀察料滴形狀是否向著要求的方向轉化,否則應改換調整方法,直至調整出理想的料滴形狀。
7 成型機速改變時相應及時調整料滴形狀。
第五節(jié) 料滴制作的常規(guī)操作
料滴制作的常規(guī)操作不包括沖頭凸輪、剪刀凸輪、勻料筒、沖頭、料碗、剪刀等機械部件和耐火材料的選用和更換。
一 改變料滴的重量
1 增加料滴的重量
⑴ 升高勻料筒。當勻料筒已升到極限,重量也無法增加時,應考慮料盆內玻璃液有無異常情況。
⑵ 增大沖頭行程。沖頭在全行程中可相對增加料滴重量的50%甚至更多。
⑶ 增加沖頭高度(升高沖頭位置),第二、三的調整均應注意料形的變化。
⑷ 在實施第一、二、三種方法仍不能達到制品規(guī)定重量時,核實所更換的料碗孔徑是否有誤,考慮適當增大料碗孔徑。
⑸ 在上述方法均無效時,應檢查玻璃液面高度,考慮料盆的溫度保證措施及其內部有無異常。
2 減少料滴的重量
減少料滴的重量與增加料滴的重量程序一致,但操作方向相反。
二 改變料滴的形狀
1狀態(tài):料形過長校正對策:
⑴ 減少沖剪相位(相對延遲沖頭沖料,提前剪料時間)。
⑵ 減低沖頭高度(靠沖頭吸料減緩玻璃流出速度)。
⑶ 增加沖頭行程(注意重量的變化)。
⑷ 升高剪刀位置。
⑸ 考慮所選沖頭凸輪的型號、沖頭直徑、料碗直徑是否有誤。如有誤,建議選擇快速升降的沖頭凸輪,增加沖頭直徑、料碗直徑。
2狀態(tài):料形過短校正對策:與料形過長的校正程序相對應,反方向調整。
3狀態(tài):料形頭部過尖校正對策:
⑴ 減少沖剪相位(相對縮短料形長度)。
⑵ 降低沖頭高度。
⑶ 升高剪切位置。
⑷ 考慮所選沖頭凸輪,剪刀凸輪的型號是否有誤。如有誤,建議選擇快速剪切的剪刀凸輪,緩慢升降的沖頭凸輪。
4 狀態(tài):料形頭部過粗校正對策:
與料形頭部過尖按相同程序但相反方向操作來完成。
5狀態(tài):料形中部過細校正對策:
⑴ 降低沖頭高度。
⑵ 增加沖頭行程。
⑶ 考慮所選沖頭凸輪及沖頭凸輪是否適當。
建議更換直徑較大的沖頭,使用快速升降的沖頭凸輪。檢查料滴溫度是否過高。