行列式制瓶機(jī)的真空輔助成型工藝,被廣泛用于玻璃包裝容器制造的吹-吹(B-B)法成型工藝的初型模側(cè)和成型模側(cè)。而在壓-吹(P-B)法和小口壓-吹(NNPB)法成型工藝的成型模側(cè),則更是玻璃瓶罐成型工藝不可或缺的重要成型工藝手段。
行列式制瓶機(jī)的真空輔助成型工藝,它能夠顯著改善成型工藝過(guò)程。體現(xiàn)在其能使玻璃包裝容器產(chǎn)品壁厚質(zhì)量的均勻度得到較好的提升,更重要的是它可以提高成型機(jī)速,也能使產(chǎn)品的重量適度減輕;而且也能夠減少壓縮空氣的消耗量,多個(gè)實(shí)證性案例驗(yàn)證它能較明顯地節(jié)約電力。
目前國(guó)內(nèi)大多數(shù)玻璃包裝容器制造企業(yè),無(wú)論在吹-吹(B-B)法成型工藝的初型模側(cè),還是在壓-吹(P-B)法成型模側(cè),以及小口壓-吹(NNPB)法成型系統(tǒng)生產(chǎn)工藝,在某種程度上說(shuō),對(duì)真空輔助成型工藝技術(shù)應(yīng)用還不普遍。
因此,結(jié)合自身多年的生產(chǎn)實(shí)踐操作體驗(yàn),提出來(lái)與國(guó)內(nèi)的同行們進(jìn)行討論和學(xué)習(xí)請(qǐng)教。
一、真空輔助成型的優(yōu)越性
據(jù)介紹,國(guó)外成型工藝水平較高的玻璃包裝容器制造企業(yè),都有使用真空輔助成型工藝多年的成熟經(jīng)驗(yàn),節(jié)約了能源消耗,并且也提升了生產(chǎn)工藝系統(tǒng)的整體操作水平,更重要的是大幅度地提高了企業(yè)的生產(chǎn)效率和經(jīng)濟(jì)效益。
從世界上使用行列式制瓶機(jī)生產(chǎn)的無(wú)數(shù)實(shí)踐成熟案例驗(yàn)證了使用真空輔助成型工藝技術(shù),更有助于玻璃的成型工藝的改善。具體表現(xiàn)是:
(1)真空輔助能提高行列機(jī)的成型速度,從而提高了行列機(jī)的生產(chǎn)效率。
(2)真空輔助有利于行列機(jī)所成型的產(chǎn)品能夠獲得均勻分布的玻璃瓶壁厚。
(3)真空輔助能夠明顯降低玻璃料滴的重量(產(chǎn)品減重),從而增加了企業(yè)的經(jīng)濟(jì)效益。
(4)真空輔助同時(shí)也在一定程度上有助于減少壓縮空氣的使用量。
當(dāng)然,在玻璃包裝容器制造的實(shí)際生產(chǎn)成型工藝中,人們不可能僅僅采用真空輔助技術(shù)就能完美地實(shí)現(xiàn)整個(gè)玻璃瓶罐成型系統(tǒng)生產(chǎn)工藝的全部。如果所成型的玻璃瓶罐制品因?yàn)閴嚎s空氣的使用量不足,也會(huì)導(dǎo)致成型出模的產(chǎn)品溫度過(guò)高,而改變了產(chǎn)品的合理形態(tài)。
除了國(guó)外已有大量的實(shí)際案例驗(yàn)證了真空輔助成型工藝是成熟穩(wěn)妥又可靠的制瓶成型工藝技術(shù),而且得到了廣泛應(yīng)用外,在國(guó)內(nèi)也有成功的案例。
二、真空輔助的應(yīng)用
1、設(shè)備對(duì)真空的要求
根據(jù)Emhart選型手冊(cè)中規(guī)定,要求行列機(jī)的真空度是150 mbar abs。考慮到管道及真空閥組的壓力損失,真空泵的出口壓力要求必須在100mbar abs才是合理的。同時(shí),要考慮玻璃制瓶行業(yè)是7×24小時(shí)的生產(chǎn)機(jī)制。
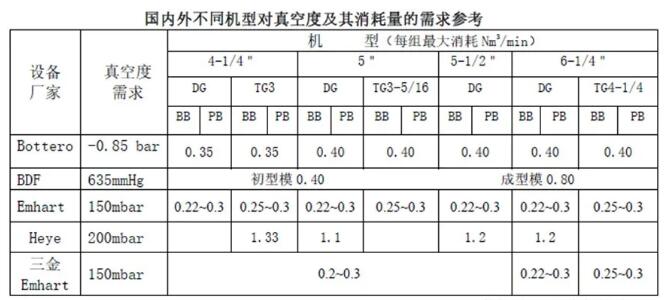
說(shuō)明:① 依據(jù)上表所列數(shù)據(jù),由玻璃包裝容器制造企業(yè)不同的個(gè)性化要求,以及操作系統(tǒng)條件等因素來(lái)選真空泵設(shè)備。
② 至于要選取那種具體參數(shù)的操作,各公司應(yīng)根據(jù)自己具體情況決定。
2、采用真空輔助成型的有利條件和使用
不論是進(jìn)口或國(guó)產(chǎn)的行列機(jī),就其設(shè)備本身的整體功能來(lái)說(shuō),都具備真空輔助的機(jī)構(gòu)裝置,也都配有相應(yīng)的真空管道系統(tǒng)。
正如上面所述:真空輔助成型生產(chǎn)工藝在行列機(jī)上主要是用于初型模側(cè)的瓶口部成型以及成型模側(cè)的模腔成型兩個(gè)方面;但在壓-吹法成型工藝上,則還有更加重要的對(duì)成型模內(nèi)腔瓶子有瞬間加快排氣冷卻的明顯功效。
(1)在初型模側(cè)的口部的真空輔助成型生產(chǎn)工藝技術(shù)
對(duì)吹-吹(B-B)法成型工藝而言,國(guó)外由開(kāi)始的個(gè)別工廠試用該技術(shù)到遍地開(kāi)花推廣,就是因?yàn)槠靠谡婵蛰o助成型生產(chǎn)工藝十分成熟有效,即行列機(jī)芯子機(jī)構(gòu)的真空管路與口模設(shè)置的真空孔道和孔徑跟行列機(jī)電子定時(shí)的良好配合。
在吹-吹(B-B)法的瓶口成型工藝中,真空輔助技術(shù)的作用得到充分肯定的同時(shí),可以明顯減少因撲氣及其時(shí)間造成的瓶子“腰箍”(斷腰、兩截料)現(xiàn)象的質(zhì)量缺陷。
歐洲的制瓶廠家相對(duì)普及使用真空輔助成型生產(chǎn)工藝技術(shù),它幾乎可以完全替代玻璃瓶罐口部成形的撲氣程序,即僅僅憑借真空輔助技術(shù)的使用,就可以完全實(shí)現(xiàn)整個(gè)玻璃瓶罐口部成型的操作。這值得我們?nèi)ジ叨戎匾暋?/font>
據(jù)Quantumforming公司所積累的經(jīng)驗(yàn)表明,如果沒(méi)有使用該工藝技術(shù),玻璃瓶罐口部成形的撲氣時(shí)間可能需要維持在10°以上才能夠滿(mǎn)足口部成型。但是,如果使用該成型工藝以后,口部成形的撲氣時(shí)間可能只需要4~5°就能夠進(jìn)行穩(wěn)妥的生產(chǎn)。
在初型側(cè)采用真空輔助成型工藝,具有以下兩個(gè)優(yōu)點(diǎn):
第一可大幅度地節(jié)省了玻璃瓶罐吹吹法工藝口部成形的撲氣使用量,這一程序采用真空輔助技術(shù)就幾乎可以全部被替代。第二就是減少了在玻璃瓶罐口部成形的撲氣程序所造成的氣體體積和壓力的增大,這樣就可以使玻璃料滴的溫度保持均勻,從而有助于避免玻璃瓶罐在成型過(guò)程產(chǎn)生壁厚不均的波紋缺陷。
在壓-吹(P-B)法和小口壓吹(NNPB)法成型工藝的初型模側(cè),初坯及口部成型是使用倒沖壓機(jī)構(gòu),因此,就不需要再使用真空輔助成型工藝。
(2)在成型模側(cè)的瓶身真空輔助成型
無(wú)論是吹-吹(B-B)法、壓-吹(P-B)法或小口壓吹(NNPB)法成型工藝的成型模側(cè),應(yīng)用真空輔助技術(shù)成型,則是十分必要的技術(shù)手段。其帶來(lái)的好處,可歸納為:真空輔助成型,不僅可以節(jié)省壓縮空氣的使用量,而且還能夠改善所生產(chǎn)的玻璃瓶罐的實(shí)物質(zhì)量,同時(shí),它能顯著提高玻璃瓶罐生產(chǎn)的機(jī)速,從而提高了生產(chǎn)效率,促進(jìn)企業(yè)經(jīng)濟(jì)效益的提升。
在壓-吹(P-B)法成型生產(chǎn)工藝的成型模側(cè),真空輔助成型生產(chǎn)工藝則是十分必要的技術(shù)手段之一。
(3)真空輔助成型技術(shù),作為成型生產(chǎn)工藝重要環(huán)節(jié),也可視為是一種操作技巧。
因?yàn)閴?吹(P-B)法工藝的機(jī)速相對(duì)較快,單位瓶子重量(瓶壁較?。┯州^輕的特征。當(dāng)初坯進(jìn)入成型模后,真空輔助就會(huì)起到使玻璃初坯瞬間就能較緊密地貼近成型模的內(nèi)腔壁,從而達(dá)到快速成形的作用。
注意吹氣頭距離成模的高度調(diào)整應(yīng)留有一定間隙(即吹氣頭下壓在關(guān)閉的成型模上時(shí),手稍用力可以轉(zhuǎn)動(dòng)),而吹氣頭中間的吹氣管則起到冷卻瓶子和快速地置換成模腔高溫的作用。
國(guó)外大量實(shí)證性案例的經(jīng)驗(yàn)表明:壓-吹(P-B)法成型的成型模側(cè),使用真空輔助成型生產(chǎn)工藝,在實(shí)用技術(shù)上驗(yàn)證了其成熟性,而且也是穩(wěn)妥可靠的技術(shù)成果。
目前國(guó)內(nèi)玻璃瓶罐生產(chǎn)企業(yè)在使用壓-吹(P-B)法成型工藝生產(chǎn)時(shí),行列機(jī)的成型機(jī)速遠(yuǎn)遠(yuǎn)落后于國(guó)外。據(jù)調(diào)研國(guó)內(nèi)的幾個(gè)實(shí)際案例,以滿(mǎn)口容量260毫升廣口瓶,其重量為196克左右,而行列機(jī)的轉(zhuǎn)數(shù)大多數(shù)都沒(méi)有超過(guò)10轉(zhuǎn)/分鐘;機(jī)速的提升空間尚能超過(guò)10~20%,瓶子重量也可減重10~15%以上。
當(dāng)吹氣頭調(diào)整到合適的間隙量,此時(shí)的吹氣頭實(shí)際上只是起到了一種輔助成形的次要功能,這也必然能充分發(fā)揮成型模使用真空輔助的重要作用。
3、采用真空輔助成型的注意事項(xiàng)
無(wú)論是初型模側(cè)還是成型模側(cè)的真空管路的維護(hù)保養(yǎng)和及時(shí)清理是十分必要的。
尤其是要注意在成型模側(cè),經(jīng)常會(huì)出現(xiàn)機(jī)組故障產(chǎn)生的玻璃屑被吸入到真空管路的現(xiàn)象,從而導(dǎo)致真空效率下降,甚至?xí)拐婵胀耆А?/font>
成型模側(cè)踏板下的真空閥對(duì)成型模的真空度是至關(guān)重要的。工藝管理稍有疏失,就不可避免地會(huì)吸入玻璃屑,這對(duì)于真空度的影響往往是致命的。
因此,行列機(jī)操作工定期更換清理真空閥是嚴(yán)格管理水平的直接體現(xiàn)。通常行列機(jī)在成型模側(cè)配置安裝一個(gè)“外接閥”的快速操作按鈕,這個(gè)外接閥便于在緊急情況下,操作者使成型模迅速?gòu)堥_(kāi),以防止玻璃屑被吸入真空管路和真空閥里,而影響到真空的吸力。
值得注意的是,當(dāng)今國(guó)外行列機(jī)的真空管道,無(wú)論是真空總管道或真空的分支管道,比較普遍地都在加大其管道的直徑尺寸。
有關(guān)真空輔助成型機(jī)構(gòu)的詳述,及其今后發(fā)展的展望,可參閱《玻璃容器(瓶罐)成型工藝操作指南》卷二(2014年修訂版)“成型操作與調(diào)整”有關(guān)章節(jié)的描述。
如今玻璃瓶罐用戶(hù)(食品或酒類(lèi))灌裝生產(chǎn)線的灌裝速度越來(lái)越快,從有利于商標(biāo)粘貼的實(shí)際情況出發(fā),對(duì)玻璃瓶產(chǎn)品橢圓度的標(biāo)準(zhǔn)要求必然越來(lái)越嚴(yán)格,特別是透明塑料商標(biāo)的粘貼平整度。為此,客觀上給制瓶成型工藝應(yīng)用真空輔助顯示出是一種必須的手段,即真空輔助應(yīng)視為玻璃包裝容器制造企業(yè)的一種工藝技術(shù)應(yīng)用的發(fā)展趨勢(shì)。
4、總結(jié)
當(dāng)玻璃包裝容器制造的成型生產(chǎn)工藝,在初型模側(cè)和成型模側(cè)都同時(shí)使用了真空輔助成型以后,玻璃瓶的實(shí)物質(zhì)量和成型機(jī)速以及壓縮空氣消耗量等幾個(gè)方面,都會(huì)得到較為明顯的改善。
尤其是當(dāng)成型工藝操作改進(jìn)增大真空用量時(shí),其節(jié)約電力消耗的數(shù)量是十分可觀的。國(guó)外若干個(gè)實(shí)證性案例已經(jīng)驗(yàn)證其實(shí)效性,即行列機(jī)的每個(gè)組段減少空壓氣量的同時(shí),同步的增加真空氣的使用量后,它可節(jié)約11~13%左右的電力消耗。
三、使用案例
筆者收集到國(guó)內(nèi)外實(shí)用的真空輔助成型工藝技術(shù)如下。
1、國(guó)外使用真空輔助成型工藝的成熟案例
據(jù)來(lái)自德國(guó)WITTIG和意大利Pneumofore公司的案例資料介紹,使用真空輔助成型工藝后,能夠明顯降低玻璃瓶的重量。
德國(guó)WITTIG和意大利 Pneumofore公司資料稱(chēng),來(lái)自世界上第五大啤酒生產(chǎn)廠的青島啤酒,以2009年所使用的640 ml啤酒瓶為例,其瓶子的重量為522克(這或?qū)偬厥獾膫€(gè)案);而來(lái)自德國(guó)WITTIG和意大利BirraPeroni另一家的普通啤酒品牌的相同容量的啤酒瓶,據(jù)說(shuō),其所使用的玻璃瓶重量卻只有283克(前者吹吹法,后者小口壓吹法)。兩者的重量相差竟然高達(dá)239克,盡管這或?qū)賯€(gè)案,但瓶罐減重卻是不辨的事實(shí)。這也充分證明了選用真空輔助成型工藝技術(shù)的必要性。
國(guó)外案例給人們的啟示是容量相同的啤酒瓶,其瓶重卻相差懸殊。盡管現(xiàn)在國(guó)內(nèi)640ml啤酒瓶逐漸退出市場(chǎng),但這個(gè)案例說(shuō)明了通過(guò)使用了真空輔助成型工藝后,能夠明顯降低玻璃瓶的重量,較大地提高了行列機(jī)成型的機(jī)速。真空輔助成型技術(shù)在其中確實(shí)體現(xiàn)出其成熟、有效、實(shí)用和先進(jìn)。
2、國(guó)內(nèi)真空輔助成型工藝的實(shí)際案例
隨著減重瓶及輕量化產(chǎn)品需求發(fā)展的態(tài)勢(shì),特別是新國(guó)標(biāo)即將頒布實(shí)施,必然伴隨著行列機(jī)機(jī)速的加快提升。機(jī)速加快、瓶子減重后:
①在制瓶成型生產(chǎn)過(guò)程,必然會(huì)導(dǎo)致口部成型不良缺陷產(chǎn)生劇增。例如口不足、口密封面不良等產(chǎn)品缺陷的出現(xiàn)或產(chǎn)生。
②瓶壁厚薄不均、斜底等缺陷的數(shù)量也會(huì)明顯或急劇地增加,這樣一時(shí)難以得到穩(wěn)定改善的矛盾就比較凸顯。
③行列機(jī)的機(jī)速加快后,必然導(dǎo)致了在吹-吹(B-B)法工藝生產(chǎn)330ml以下的系列玻璃瓶產(chǎn)品過(guò)程,會(huì)出現(xiàn)當(dāng)料滴進(jìn)入初型模(悶頭1下落到漏斗上之前)后就有立即跳起的現(xiàn)象,從而導(dǎo)致了初坯口部成型不良或異常,初坯在翻轉(zhuǎn)時(shí)也往往出現(xiàn)拋料等故障,而且這些問(wèn)題的出現(xiàn)也會(huì)屢見(jiàn)不鮮。
選取真空輔助成型工藝,就為高機(jī)速生產(chǎn)提供了無(wú)限的可能,可以想象料滴或初坯在模腔內(nèi)真空狀態(tài)下的“自由無(wú)障礙成型”的狀態(tài),沒(méi)有了殘存空氣受急熱膨脹產(chǎn)生的“阻力”,玻璃體也就可以瞬間全面膨脹,其外表面與模具內(nèi)腔面幾乎同時(shí)接觸,整體熱量的傳遞必然相對(duì)均勻,也就意味著壁厚的均勻性得到保障。
現(xiàn)介紹國(guó)內(nèi)某玻璃包裝容器制造企業(yè)的實(shí)踐案例。
(1)該案例是在進(jìn)口10組段三滴料行列機(jī)上的初型模側(cè),補(bǔ)加了真空輔助裝置機(jī)構(gòu),并在每個(gè)單組段真空管道上安裝了獨(dú)立的真空壓力表,增加了真空度的監(jiān)控、每組段的真空使用和調(diào)整的靈活性(幾個(gè)重要參數(shù)如下所述)。
【實(shí)例一】真空輔助只是在成型模上使用
· 采用小口壓吹(NNP-B)法成型工藝的批量生產(chǎn)
· 出口330毫升瓶肩/瓶身帶雕刻綠色啤酒瓶
· 產(chǎn)品重量202克、輕量化指數(shù)L=0.990(屬輕量瓶)
· 滿(mǎn)足出口產(chǎn)品質(zhì)量的高要求,也完全通過(guò)了國(guó)外客戶(hù)的《生產(chǎn)過(guò)程認(rèn)證》
· 成型機(jī)速 11.5 轉(zhuǎn)/分(345個(gè)/分)
· 大批量生產(chǎn)的成品率達(dá)92%
該案例的供料道熱效率可達(dá) 97%以上,這是高速成型的前提條件,也是產(chǎn)品輕量(含減重)化成型工藝必須的重要因素。
【實(shí)例二】在初型模和成型模上同時(shí)都使用真空輔助
·采用吹─吹(B-B)法成型工藝
· 出口250毫升綠色啤酒瓶
· 產(chǎn)品的重量185克、輕量化指數(shù)L=1.108(屬輕量瓶)
· 滿(mǎn)足出口產(chǎn)品質(zhì)量的高要求,也完全通過(guò)國(guó)外客戶(hù)的《生產(chǎn)過(guò)程認(rèn)證》
· 成型機(jī)速 13.1 轉(zhuǎn)/分(363個(gè)/分)
· 供料道熱效率也是高達(dá) 97%以上;
· 大批量生產(chǎn)的成品率達(dá)93%
行列機(jī)在三滴料成型下,機(jī)速竟能超過(guò)13轉(zhuǎn)/分以上。如此較高的機(jī)速,與其背后系統(tǒng)設(shè)備硬件和技術(shù)軟件兩個(gè)方面的強(qiáng)力支撐有直接關(guān)聯(lián)。
要實(shí)現(xiàn)產(chǎn)品輕量化和提高機(jī)速,供料道的熱效率技術(shù)參數(shù)必須高度留意,因?yàn)楣┝系赖臒嵝适侵破砍尚凸に嚇O為重要的因素。
以上國(guó)內(nèi)相關(guān)案例企業(yè)的供料道,目前幾乎全部都是引進(jìn)國(guó)外的先進(jìn)硬件設(shè)備,這就是其供料道的熱效率較高、運(yùn)行溫度十分穩(wěn)定的重要硬件基礎(chǔ)。
該案例實(shí)踐驗(yàn)證了系統(tǒng)設(shè)備合理配置的做法對(duì)保證生產(chǎn)的重要性。系統(tǒng)設(shè)備的標(biāo)配,從高機(jī)速、產(chǎn)品減重、較高成品率等項(xiàng)的數(shù)據(jù)中,可得到經(jīng)濟(jì)效益上的實(shí)質(zhì)性回報(bào)。
以上國(guó)外、國(guó)內(nèi)的這兩個(gè)實(shí)證性案例,足以驗(yàn)證了真空輔助成型工藝是成熟穩(wěn)妥又可靠的實(shí)用技術(shù)。真空輔助成型工藝技術(shù)值得國(guó)內(nèi)玻璃包裝容器制造企業(yè)參考。
3、行列機(jī)真空輔助配時(shí)調(diào)整的操作技巧
⑴ 真空輔助操作的行列機(jī)相關(guān)配時(shí)的設(shè)置,首先要確保行列機(jī)旁的壓力表顯示的真空度必須滿(mǎn)足行列機(jī)的技術(shù)配置規(guī)格需求;其次,在行列機(jī)相關(guān)配時(shí)的設(shè)置上也要關(guān)注,以下幾個(gè)要領(lǐng)可供操作參考:
①真空的“開(kāi)角”要比正吹氣“開(kāi)角”早2~5°(可以通過(guò)機(jī)速計(jì)算出相應(yīng)的時(shí)間),而兩者的“關(guān)角”同時(shí)結(jié)束(眾所周知調(diào)整的原因在此就不再贅述)。
②真空的“關(guān)角”要比成型模開(kāi)的開(kāi)角早8~10°,因?yàn)橐坏┲袛嗾婵眨罢禋猓Aw就不會(huì)緊貼成型模內(nèi)腔,因重?zé)岫湛s,即與成型模內(nèi)腔面之間產(chǎn)生間隙,這樣當(dāng)成型模打開(kāi)時(shí),就不易因粘連現(xiàn)象而導(dǎo)致制品外表面接觸裂紋的產(chǎn)生,特別是瓶罐外表面的標(biāo)識(shí)及圖案部位尤其要多給予關(guān)注。
⑵真空輔助的日常維護(hù)
在日常生產(chǎn)過(guò)程,機(jī)組因故障產(chǎn)生的玻璃屑及模具定時(shí)涂油產(chǎn)生的碳粉等異物不可避免會(huì)隨抽真空而堵塞成型模的真空孔及真空過(guò)濾閥,為此:
① 定期(建議2天)輪換成型模進(jìn)行維護(hù)保養(yǎng),包括其真空孔堵塞檢查及疏通。
② 定期(建議20~30天)更換真空閥進(jìn)行維護(hù)保養(yǎng),其內(nèi)部的過(guò)濾網(wǎng)要取出清理干凈。更換過(guò)程務(wù)必要注意杜絕異物被吸入真空管道。
四、案例的啟示
以上的國(guó)內(nèi)這個(gè)實(shí)際使用案例,還有一點(diǎn)是它在初型模側(cè),新增加了真空輔助機(jī)構(gòu)裝置的同時(shí),還把初型模側(cè)冷改造為360°垂直冷卻。這兩項(xiàng)先進(jìn)技術(shù)的組合應(yīng)用,不僅達(dá)到了產(chǎn)品重量減輕目的,還為行列機(jī)成型機(jī)速的提升提供冷卻保障,整機(jī)轉(zhuǎn)速均超過(guò)了12轉(zhuǎn)/分鐘。
近幾年國(guó)產(chǎn)行列機(jī)也都配置了真空輔助機(jī)構(gòu)裝置,只不過(guò)有些企業(yè)缺少對(duì)它優(yōu)越性的認(rèn)知而已,特別是隨著Emhart兼并三金機(jī)械,新推出行列機(jī)機(jī)型的性?xún)r(jià)比已得到廣泛認(rèn)可。
隨著市場(chǎng)競(jìng)爭(zhēng)的加劇,企業(yè)要生存就必須要贏利。但企業(yè)要想提高贏利水平,只能走產(chǎn)品減重、輕量化,進(jìn)而提高行列機(jī)的機(jī)速這兩條路。因此,真空輔助成型生產(chǎn)工藝的先進(jìn)技術(shù),也將成為企業(yè)必然選擇的有利的捷徑。
只有在確保產(chǎn)品質(zhì)量,以及成品率雙提高的前提下,企業(yè)產(chǎn)品的單位成本才能得到下降。隨著玻璃包容器市場(chǎng)競(jìng)爭(zhēng)激烈,企業(yè)要增強(qiáng)盈利的能力,只能采取先進(jìn)的生產(chǎn)成型技術(shù)來(lái)推動(dòng)提高生產(chǎn)效率,并以先進(jìn)技術(shù)去增加企業(yè)經(jīng)濟(jì)效益。












